Прецизионный контроль порошка поток:
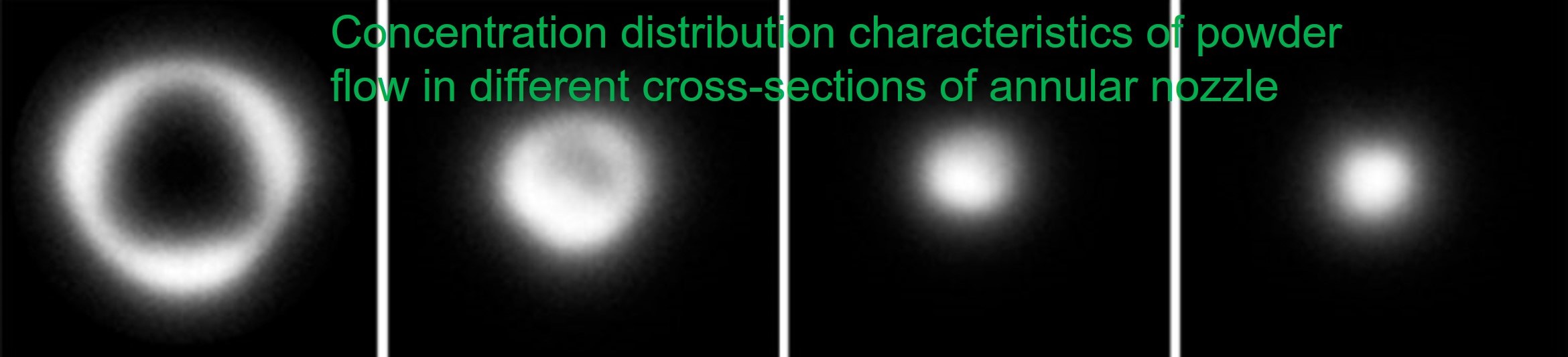
в Лазерная оболочка, лазерные ремонтные и лазерные добавочные процессы, использующие порошок в качестве наполнителя, технология передачи порошка - это нужна. Устойчивость процесса передачи носителя порошка, характеристики сходимости порошковых пятен и характеристики распределения концентрации порошка - это необходимо Обработка качества и эффективность обработки имеют важное влияние. на основе систем коаксиальной мониторинга потока порошка, моделирование симуляции и других методов, Wila Лазер провел систематические научные исследования характеристик порошковых передачи различных типов насадки. Он используется для постоянного улучшения структуры сопла и оптимизировать процесс подачи порошка, так что лазерный луч и поток порошка находятся в пространство. Самое идеальное состояние конвергенции и поддерживает долгосрочную стабильность, улучшить использование порошка и облицовку Эффективность.
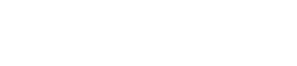
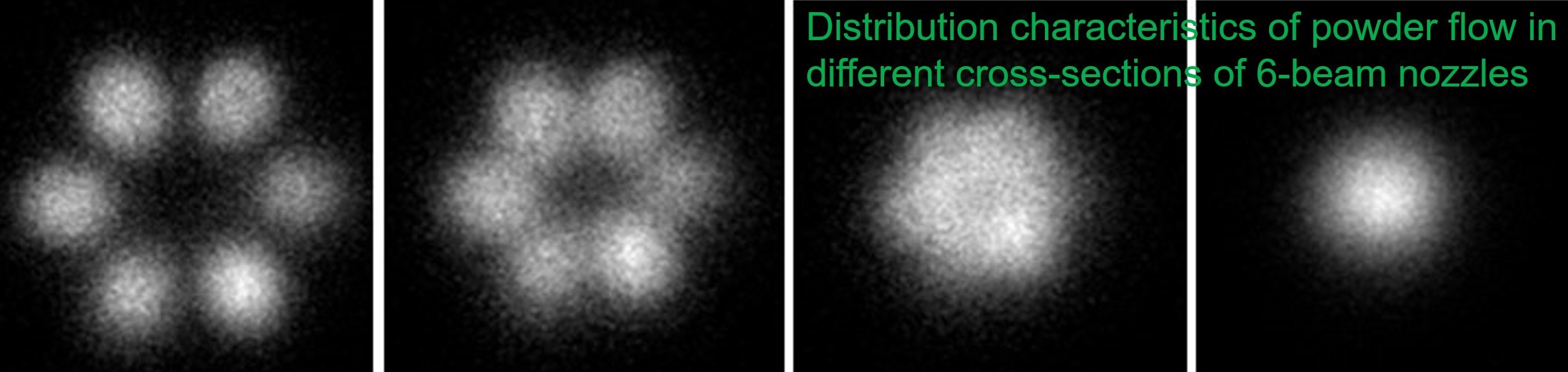
Уила . Следит за рабочим статусом и обнаружением повреждений сопла порошкового питания в процессе лазерного облицовки для обеспечения того, чтобы сопло, в качестве основного компонента, всегда обрабатывается и обслуживается в лучшем состоянии, и его срок службы аккуратно Высокоточная Метод измерения гарантирует, что положение форсунки изменения различных сцен: Например, влияние порошкового питания газа и экранирования газа на порошковую фокусировку и влияние размера частиц порошка на порошок фокус. Распределение концентрации разных сечения порошкового потока можно получить через слой слоя Сканирование, которое может точно сообщить оператору точной позиции фокусировки потока порошка, оценивать производительность сопла и обнаруживать износ сопла во время непрерывное операция.
Высокопроизводительная лазерная оболочка насадки
В ответ на нынешние потребности лазерной облицовки для высокой скорости осаждения и высокой точности кормления порошка, Wila использует 3-6-балка высокая эффективность Насадка для подачи порошка 3D, мощное решение, которое может выдерживать чрезвычайно высокую мощность (<20 кВт). Шесть потоков порошковых газов Коаксиально Руководите к лазерному лучу, чтобы произвести порошковый газовый луч Фокусировка. Комплексная конструкция внутреннего канала расхода позволяет водяным охлаждением проникать в наконечник сопла. Ultra-long Рабочее расстояние (20 мм) может полностью уменьшить лазерный луч Во время Облицовка процесс. Вероятность размышлений или летающих частиц подпрыгивает сопла и вызывает ущерб. Модульная конструкция сопла позволяет использовать износостойкие Прецизионные трубки разных размеров, которые могут быть адаптированы к различным требованиям размера порошка и большой порошковой доставкой потоки. Модуль порошкового наконечника принимает интегральный дизайн и состоит из внутреннего конуса и внешнего конуса. Размер зазора и износостойкость порошкового сопла можно регулировать в соответствии с производством требования.

Высококачественный Покрытие Особенности:
Уила . Высокоскоростная лазерная облицовкавыполняется на высокой скорости 20-200 м / min. Большая часть порошка растаяла лазером в пространство. Размер расплавленного пула, образованного лазером на базовом материале, более мелкий и меньше, и он имеет чрезвычайно быстрое охлаждение скорость. По мере увеличения скорости облицовки скорость перекрытия между каналами облицовочных каналов постепенно увеличивается, а A многотонкий структура круга, как "Домино" может быть установлено, давая покрытие более однородную микроструктуру и меньший остаточный стресс и более низкое тепловое воздействие на подложку. Уникальные металлические порошковые характеристики и характеристики затвердевания ультраскоростной Лазерная оболочка может даже подготовить некоторые материалы для покрытия, которые трудно добиться традиционной лазерной оболочкой, такими как Интерметаллический Соединения, аморфное, металлическое стекло и высокая плотность металлический композит материалы. 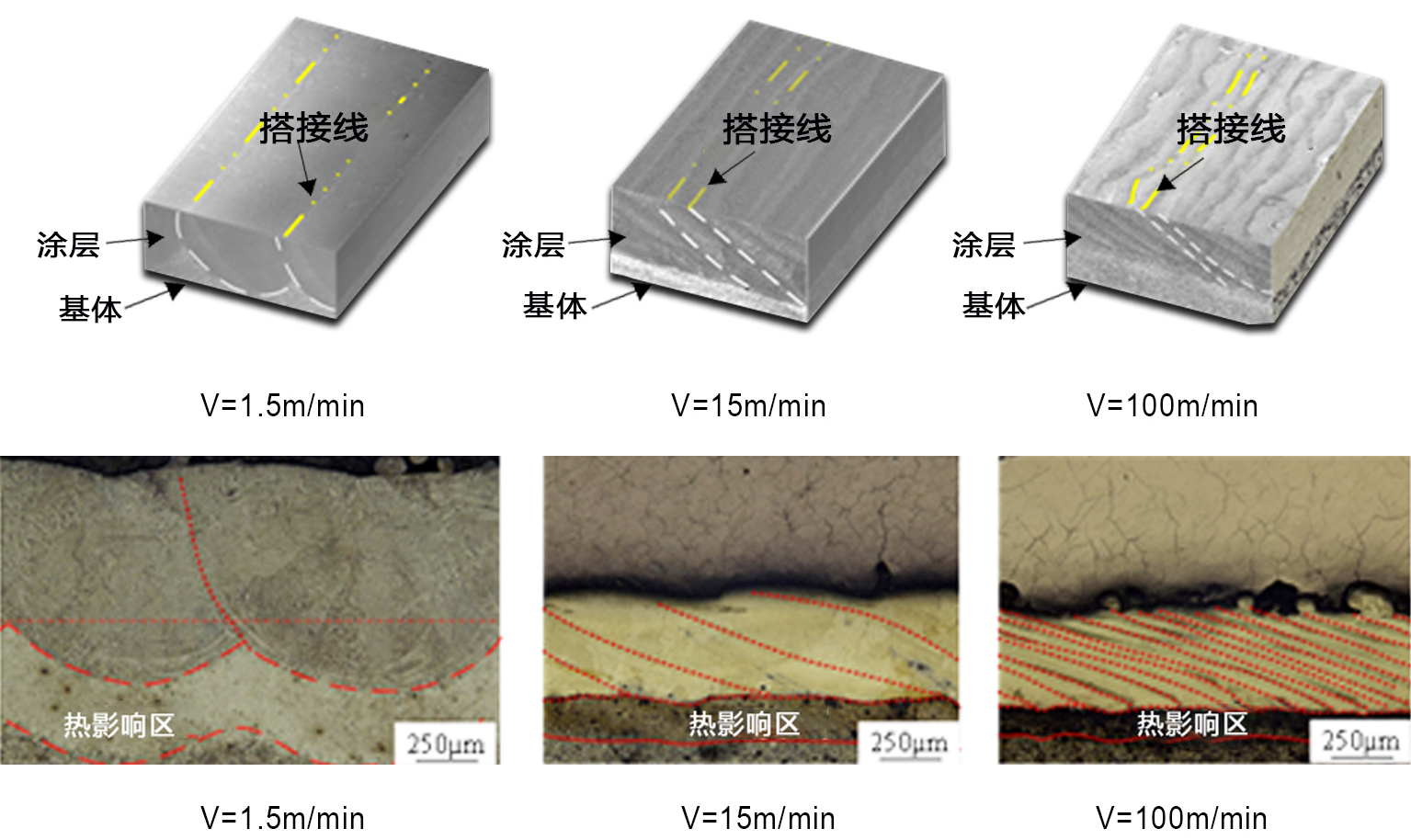
Коррозионно стойкий покрытие:
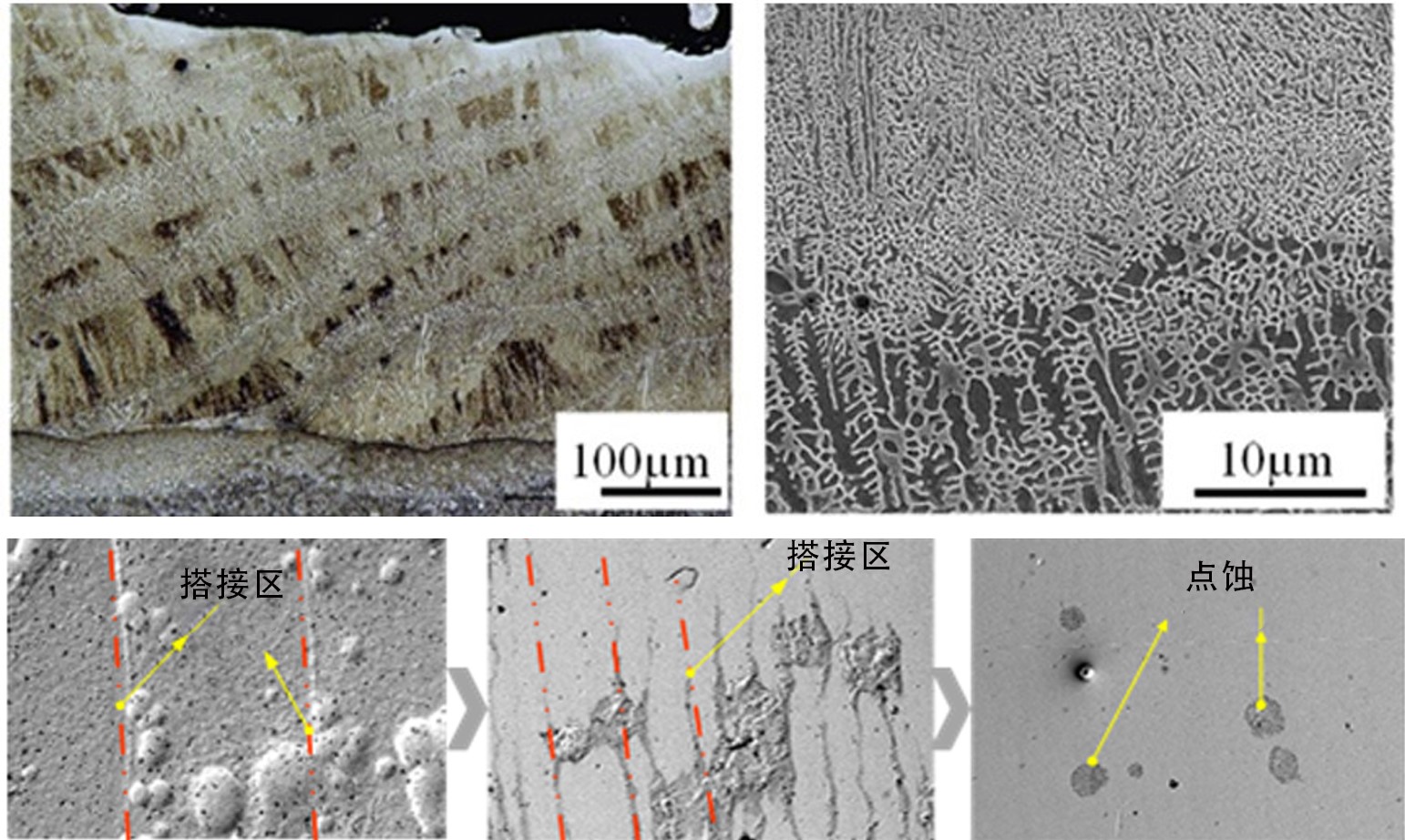
Уила . Выбирает порошок из нержавеющей стали или никель на основе порошок с высоким содержанием Cr в качестве материала для коррозионно-устойчивого покрытие. в оболочке, дендритную структуру с размером 700 нм или менее формируется в нержавеющей стали покрытие. По мере увеличения скорости облицовки, дендриты становятся более усовершенствованными, а распределение элементов становится больше униформа. Тест коррозии показывает, что тем более быстрее скорость облицовки, тем лучше коррозионная стойкость к покрытию Потому что . Многие дислокации и неисправностей укладки находятся в покрытии, подготовленные при более высокой скорости облицовки лазера, она очень способствует нуклеацию из пассивация фильм, образуя плотную пассивацию Пленка на поверхности покрытия, а также улучшение коррозии сопротивление.
Исследования обнаружили, что коррозия точечной коррозии покрытия в основном происходит на соединении между дендрителем и дендрителем, потому что Контент CR здесь будет уменьшен. Высокая скорость облицовки делает дендрит разбавителя покрытия, а композиция равномерно распределена. помогает улучшить коррозионную стойкость к покрытие.
жесткий износостойкий покрытие:
Уила .Использует цементированный карбидный порошок никель на основе WC . Порошок (заполненный с усиленным фазовым композиционным материалом порошка), сгенерированный на месте VC, на основе железа на месте, основанный на усиленном тике, на основе титана порошок и т. Д. Жесткий износостойкий Покрытия очень просты в форме трещин во время Процесс лазерной облицовки, так что управление трещинами является ключевой точкой в приготовлении таких покрытий. Некоторые промышленные приложения имеют более высокие требования к однородности твердости поверхности покрытия, поэтому больше внимания уделяется равномерному управлению распределению жесткой армирующей фазы на покрытие поверхность.
Когда . Подготовка металлоконструкций износостойкие Покрытия, Ультраскоростная Процесс лазерной облицовки имеет небольшой расплавленный бассейн, а покрытие является наложенным структура. Легче добиться однородности контроля улучшенной фазы и микроструктура видов покрытия, а расплавленный пул имеет быструю скорость охлаждения и высокую температуру. Короткое время пребывания значительно снижает время реакции между армирующими частицами и металлом сплавом, а также может уменьшить тенденцию к кишечным трещинам.
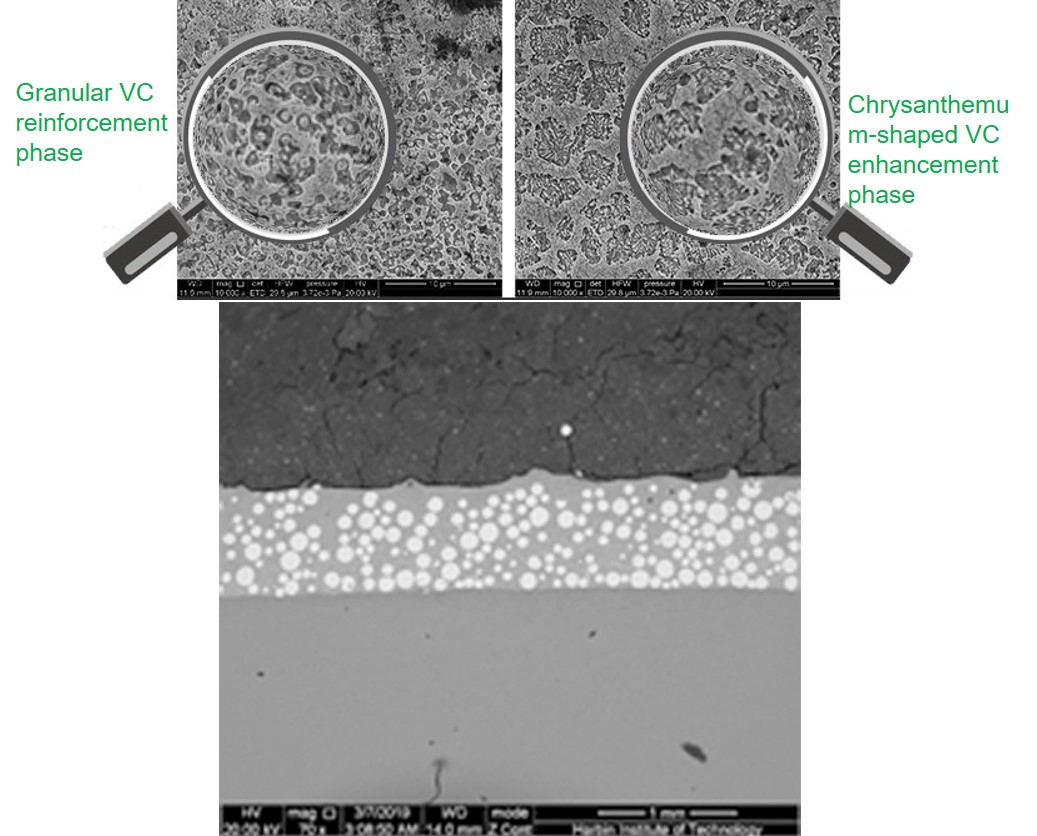
Для . in-situ усиленные твердые покрытия, высокая скорость охлаждения расплавленного бассейна в Ультраскоростной Процесс лазерной облицовки очень способствует заполнению и анализу армированной фазы и получение однородной и плотной структуру. под действием твердость покрытия и однородность твердости значительно выше чем Это из обычной лазерной оболочки покрытие. Контролируя скорость охлаждения, улучшенная фазовая морфология разных структур также может быть получена.