Есть какие-либо вопросы?
Связаться-
Тел : +86 18355532477
-
Whatsapp : +8618355532477
-
Электронное письмо : 247137166@qq.com
-
Skype : 247137166@qq.com
- контакт



Есть какие-либо вопросы?
СвязатьсяТел : +86 18355532477
Whatsapp : +8618355532477
Электронное письмо : 247137166@qq.com
Skype : 247137166@qq.com


Оплата:
TTПроисхождение продукта:
ChinaПорт доставки:
Shanghai PortРемонт компрессора компрессора самолета
Продукт Описание:
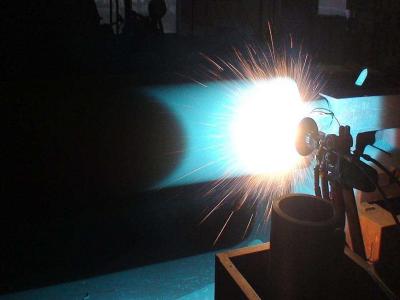
Обычно используемые методы ремонта компрессоров двигателя самолета включают дуговую сварку, плазменную сварку и лазерное порошковое покрытие 3D
дуговая сварка и плазменная сварка не только имеют большой тепловой вход, но и не может решить микро-подрез Феномен на входных и выходных сторонах лезвия и вызывает серьезную деформацию. Лазерное порошковое покрытие 3D-печать имеет низкую эффективность, высокую стоимость и низкую скорость прохода для ремонта лезвия Советы.
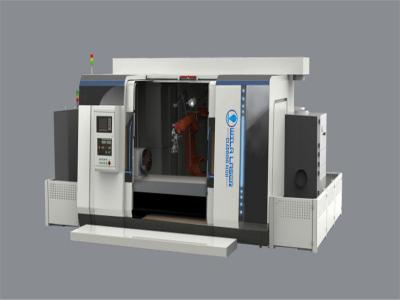
Уила . Лазерная облицовка технологииможет снизить затраты на обслуживание и избежать потерь во всех аспекты.
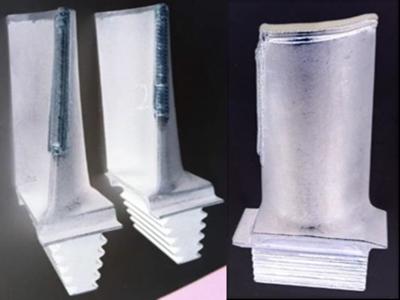
Продукт Показать:
Технология лазерной облицовки использует высокопроизводительный лазерный луч, чтобы сосредоточиться на оптических элементах для получения очень высокой плотности энергии, мгновенно расплавляет поверхность подложки, и в то же время создает предустановку порошка сплава или автоматически отправляемым на поверхность Подложка в синхронизации с лазерным лучом будет полностью расплавлена для получения плотной облицовки с металлургическим склеивание. Сила связи, как правило, не меньше чем 95% оригинальной матрицы материал. Материал матрицы может достичь поверхности микроплавление во время . лазерная обработка, микроплавление слой составляет 0,05-0,1 мм, а Зона матрицы чрезвычайно маленькая, как правило, 0,05-0,5 мм. Как слой облицовки, так и матрица не имеют грубой конструкции литья, а облицовочный слой и его интерфейс имеют плотную структуру, мелкие зерна, без пустовок, не включенных трещин и других дефектов. Повышение температуры подложки во время Лазерная обработка не превышает 80 ° C. Деформация после лазерной обработки рассчитывается как 0,01 мм. После оболочки стресс выпускается после тепла Лечение. Количество деформации будет рассчитываться как 0,001 мм, что может быть игнорируется.

Толщина середины наконечника лезвия является крупнейшей, и для облицовки требуется больше мощности. Если . Лазер охлаждается тем же мощью, самая тонкая часть на обоих концах будет расплавлена этой более высокой мощностью, и она не будет играть роль в Ремонт. Следовательно, для того, чтобы получить соответствующую ширину облицовки без плавления материалов на обоих концах лезвия, облицовка переменной мощности является используемый. Потому что . Два конца лезвия чрезвычайно тонкие, толщина двух концов 8-уровня Лезвие только 0,2 мм. подрезание легко произойти во время На обоих концах требуется лазерное облицовка, поэтому на обоих концах требуется специальное лечение для решения проблем подрезывания Надо полагаться на лазерную систему коаксиальной визуализации для точного сравнения во время Низкая мощность Облицовка. Лезвия ротора компрессора отремонтированы в настоящее время имеют хороший эффект.
Нажмите здесь, чтобы оставить сообщение