




Есть какие-либо вопросы?
Связаться-
Тел : +86 18355532477
-
Whatsapp : +8618355532477
-
Электронное письмо : 247137166@qq.com
-
Skype : 247137166@qq.com
- контакт



Есть какие-либо вопросы?
СвязатьсяТел : +86 18355532477
Whatsapp : +8618355532477
Электронное письмо : 247137166@qq.com
Skype : 247137166@qq.com

Анализ напряжения термической обработки и его влияние lasercladdingtech.com .
Apr 29 , 2021Остаточная сила термообработки

Относится к остаточному стрессу заготовки после термической обработки,который имеет чрезвычайно важное влияние на заготовку Форма, размер и производительность. Когда . Это превышает прочность текучести материала, она приведет к деформации заготовки и когда Он превышает предел прочности материала, он взломает заготовка. Это . это его вредная сторона и должны быть уменьшенным и устранены. Однако при определенных условиях контролирует стресс, чтобы сделать его разумно распределенным, может улучшить части ' механические характеристики и срок службы и поворот вредны для полезны.
То Уила . техническая командаисследовал специфическое влияние разумного распределения остаточного распределения поверхности сжимание Стресс на срок службы части.
1. . Напряжение термообработки
Во время . Отопление и охлаждение заготовки, благодаря несоответствию скорости охлаждения и времени между поверхностью и ядром, образуется разность температур, что приведет к снижению и сокращению неравномерного объема, то есть тепловое значение. . под действием теплового стресса, потому что температура поверхности ниже чем основная часть, а сокращение больше чем Основная часть, основная часть - растянута. Когда . Охлаждение окончено, окончательное сокращение объема охлаждения основной части не может Происходит свободно и поверхностный слой - сжатый. под напряжение. Что . Предполагается, что под действием теплового напряжения поверхность заготовки сжимается, а сердечник вытягивается. Это . Феномен влияет факторы, такие как скорость охлаждения, материальная композиция и Теплообработка процесс. Когда . Скорость охлаждения быстрее, содержание углерода и состав сплава выше, а неравномерная пластическая деформация под действием теплового напряжения во время Процесс охлаждения больше, а остаточный стресс, образующийся в конце больше.
Практика доказала, что до тех пор, пока существует фазовое изменение в любой заготовке во время Процесс термообработки, тепловой стресс и структурное напряжение. Это Точно то, что тепловое напряжение было сгенерировано до преобразования структуры, а стресс структуры генерируется во время трансформация структура. Во время . Весь процесс охлаждения, результат комбинированного эффекта теплового напряжения и стресса структуры является фактическим напряжением в заготовку.
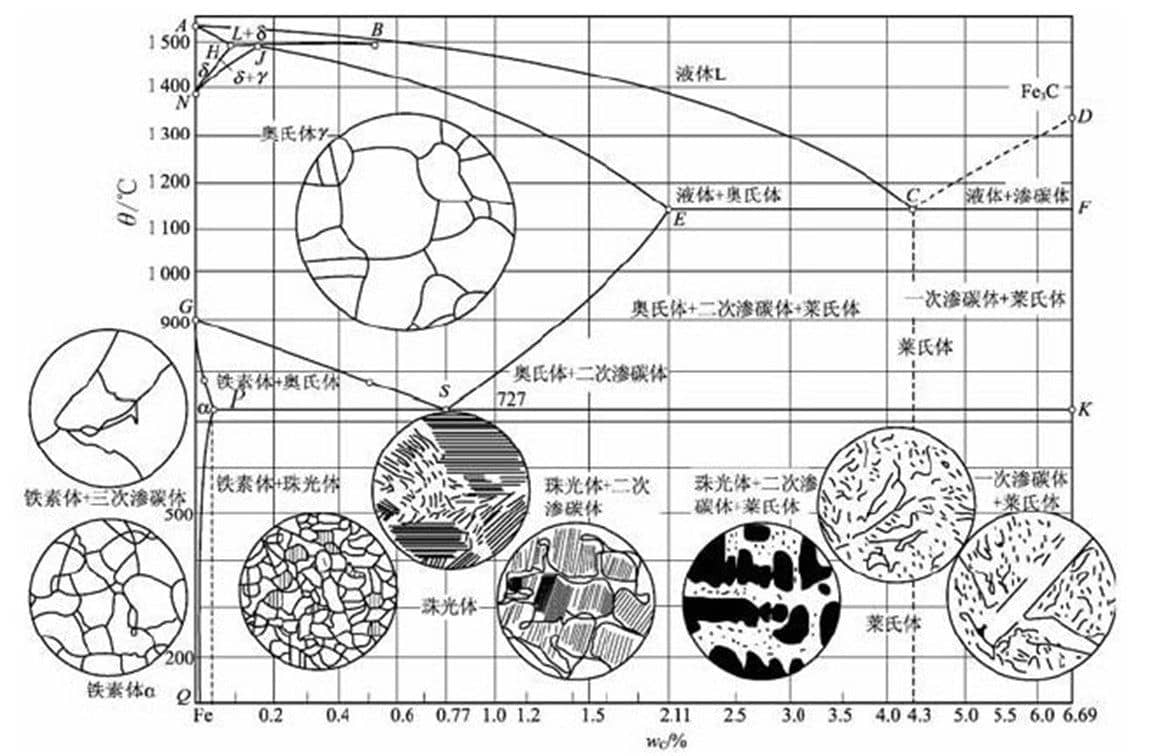
FE-FE3C фазовая диаграмма
2. . Эффект напряжения термической обработки на закалке трещин
Факторы, которые могут вызвать концентрацию стресса (в том числе металлургические дефекты) В разных частях гасила усугубляемая часть воздействует на создание гашения трещин, но только в поле растягивающего напряжения, особенно под максимальной растяжением стресс) появится, Если нет поощрение взлома Эффект в сжимающий Стресс Поле.
Утоляющая скорость охлаждения является важным фактором, который может повлиять на качество гашения и определения остаточного напряжения, и это также является фактором, который может иметь важное и даже решающее влияние на закалку трещины. К . Добиться цели гашения, обычно необходимо ускорить скорость охлаждения деталей в высокотемпературных раздел и сделать его превышать критическую ставку охлаждения стали, чтобы получить мартенсит структура. Что касается остаточного стресса, это может увеличить значение теплового напряжения, которое смещено влиянием структурного напряжения, уменьшая растяжение напряжения на поверхности заготовки и достижение цели подавления продольных трещины. Эффект увеличится с ускорением высокотемпературных Охлаждение Ставка. Более того, в случае упрочнения, чем больше поперечном разрезе заготовки, хотя Фактическая скорость охлаждения медленнее, риск растрескивания больше.
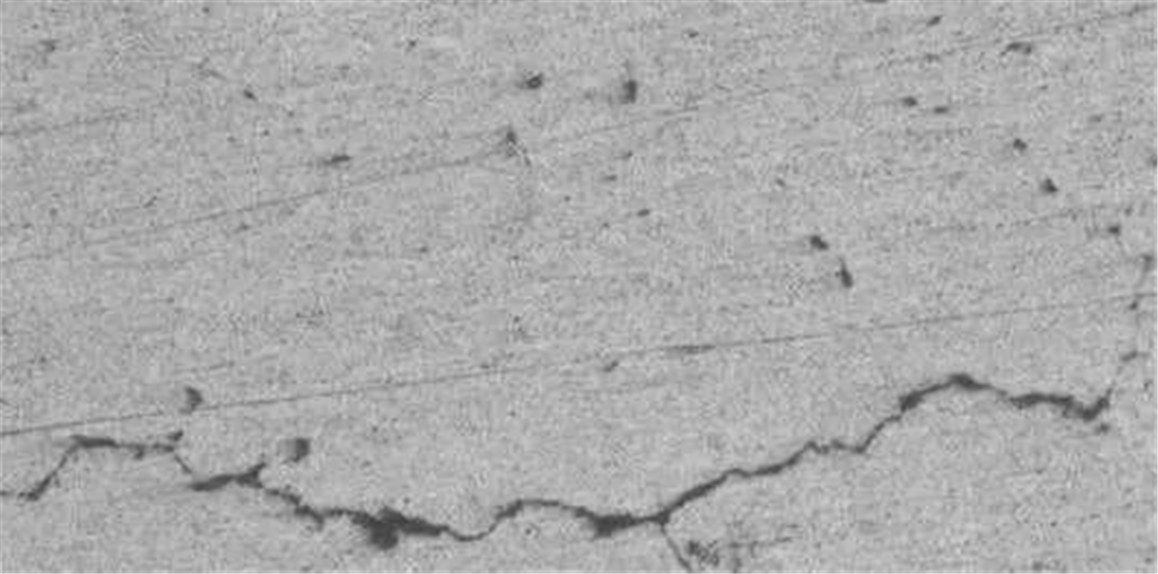
закалывать трещины
Сводка:
1. . Стресс сгенерирован во время Теплообработка неизбежна и часто вреден. Тем не менее, мы можем контролировать процесс термообработки, чтобы максимально разумное распределение напряжений, так что вредность может быть уменьшена до минимума, и даже вредность может быть превращена в A
2. . Когда . Тепловое напряжение является доминирующим, распределение напряжений является сжатие поверхности ядра под натяжением, а когда Напряжение ткани является доминирующим, распределение напряжений является сжатие поверхности сердечника под сжатие.
3. . Продольные трещины легко сформироваться в высоком Жесткий Стальные детали, дуговые трещины часто формируются в Нередворны Заготовки, а поперечные переломы и продольные расщепления легко формируются в больших Нередворны Заготовки.
4. .карбаризация снижает начальную температуру (MS) преобразования поверхностного слоя мартенсита, которые могут привести к изменению последовательности преобразования мартенсита во время закалка. Преобразование мартенсита происходит первым ядром, а затем распространяется на поверхность, а остаток поверхностного слоя сжимающий стресс может быть получен. И .улучшить усталость Сила.
5. . Austempering .После того, как карбаризация может обеспечить, чтобы преобразование основного мартенсита полностью выполнено до того, как преобразование структуры поверхностного слоя занимает место. Остаток поверхностного слоя сжимающий стресс заготовки может быть больше чем То, что из прямых закатов, которые могут еще больше улучшить усталостную прочность угрозах. Часть
6. .Процесс укрепления композитной поверхности может сделать остаток поверхностного слоя сжимающий Распределение стресса более разумно, и может значительно улучшить усталостную силу заготовку.
Нажмите здесь, чтобы оставить сообщение

