




Есть какие-либо вопросы?
Связаться-
Тел : +86 18355532477
-
Whatsapp : +8618355532477
-
Электронное письмо : 247137166@qq.com
-
Skype : 247137166@qq.com
- контакт



Есть какие-либо вопросы?
СвязатьсяТел : +86 18355532477
Whatsapp : +8618355532477
Электронное письмо : 247137166@qq.com
Skype : 247137166@qq.com

Исследование статуса лазерной облицовки температуры моделирования и характеристики и характеристики
Jul 07 , 20211. Инфузирование Факторы температурного поля в лазерной оболочке
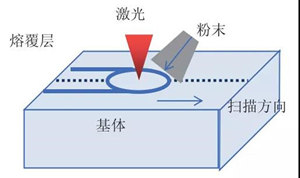
Во время Процесс лазерного облицовки, температурное поле имеет много влияний, таких как скорость кормления порошка, толщина слоя облицовки, диаметр обнаружения, скорость сканирования и т. Д. Используйте экспериментальные методы для изучения тепловых механизмов или использования EQU
IPMMENT Чтобы обнаружить расплавленный пункт температуры и распределения нанесения на покрытие. Очень трудно ждать, а стоимость очень сложная тревога. Принцип метода порошкового метода лазерного облицовочного процесса показан на рисунке 1. С широко распространенным применением компьютера T
технологии В области численного моделирования он обеспечивает эффективные средства для изучения сложных физических и химических явлений в оболочке процесс. В настоящее время существует много программных памятников для симуляции температуры в поле «Лазерный быстрый прототип», а тем более часто используются Ansys, MSC. MARC, ABAQUS Стандартные и другие программное обеспечение.
Выбор источника тепла лазера значительно влияет на качество облицовки слой. При анализе теплового входа источника тепла гауссовская модель распределенной источника тепла и модель двойной эллиптической плотности мощности наиболее широко используется. Среди Их, гауссовская модель распределенной источника тепла так же следует: Предположим, что радиационная мощность лазера P, радиус фундаментального режима гауссовского балка имеет Ω, а η определяется как коэффициент занятости фундаментального режима гауссовского луча, затем два идеальных режима Tem00 и tem10 выполняются при разной интенсивности отношения. Функция распределения плотности мощности наложенного луча в (X, Y) Самолет может быть выражена AS:
Выберите разные η (обычно взять η = 0, 0,5, 0,75), вы получите разные формы света балки. В фактическом расчете моделирования часто предполагается, что энергия лазерного луча постоянна, а источник лазерного света принимает примерно гауссовое распределение (то есть η = 0).

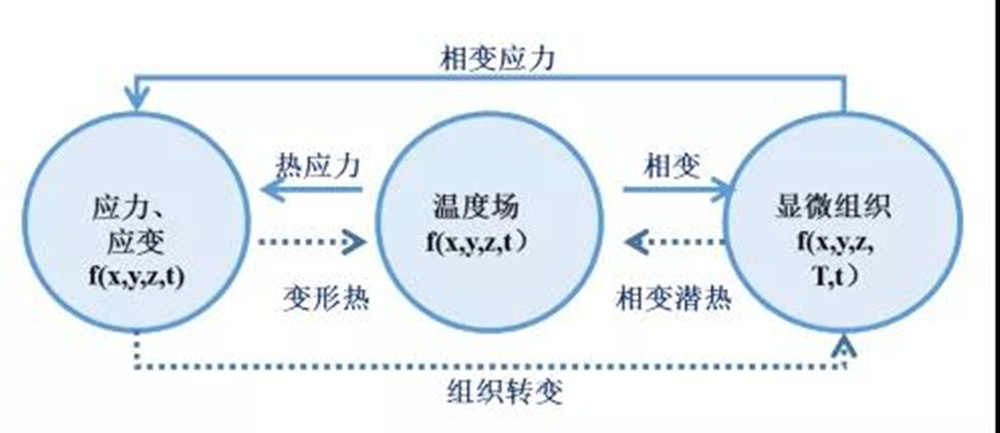
В процессе лазерной оболочки есть сложные взаимодействия между различными поверхностями, среди какие изменения температуры являются база. Термическая деформация также вызывает сопротивление изменению фазы микроструктуры, а изменение фазы тканей производит скрытую тепловую теплоту фазового изменения, действующего на температуру. Поле, отношения взаимодействия показаны на рисунке 2. Для Долгое время теоретические исследования теплового эффекта лазерной энергии в основном проводили математическим анализом и численным моделированием и испытывали из одномерных до трехмерных, от температурного поля, управляемого теплопроводностью к контролируемую температуру. конвекцией, а только от расчета расплавленного бассейна до всестороннего рассмотрения. Серия простых в сложных процессах, таких как взаимодействие порошка с лазером и матрица.
2.Математический Анализ температурного поля в лазерной оболочке
Моделирование и характеристика поля температуры лазерной оболочки способствуют получению закона эволюции покрытия структуру. Математическая модель лазерного нагрева использует модель контроля теплопроводности в условиях движущегося источника света на начальном этапе исследования, то есть уравнение энергии в матрице рассматривает только диффузию, так и невыразиться. Учитывая конвекция в основном потому что Матрица Термофизическая Параметры важно влиять на факторы. Ранние модели были ограничены методами расчета и были доминированы двумерными аналитическими решениями.
3.model Создание и численное моделирование температурного поля
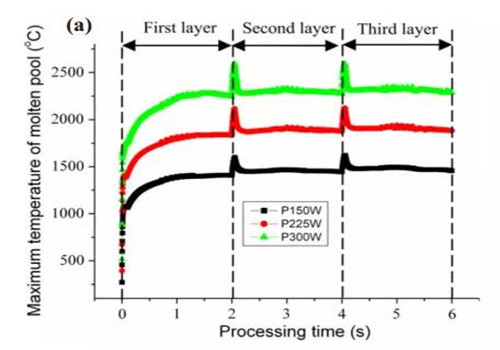
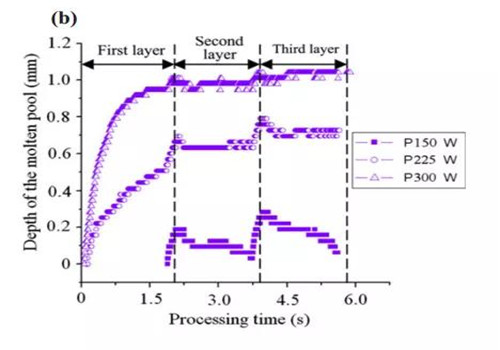
Полученный температурный градиент и скорость охлаждения используются для прогнозирования затвердевания покрытия структуру. Jendrzejewski Облицовка Cobalt на основе сплав на подложке X10CR13 Обсуждает влияние температуры предварительного нагрева на температурное поле и поле стресса восстановительного слоя и использует линейное приближение к его температуре характеристики. После предварительного нагрева, тепловое значение напряжения восстановительного слоя подложки уменьшается от 1800mpa. Это 900 MPA, а A без трещин ремонтный слой получен. Тослеркани et al. предложенный трехмерный переходный конечный элемент модели коаксиального порошка кормление. Покрытие - это многослойная Структура, а ее ширина и высота определяются областью предыдущего слоя и качеством порошка Модель игнорирует поверхностное натяжение и Гравитация. Эффект слоя форма. Он et al. изучал трехмерную численную модель температуры расплавленного бассейна и поток жидкости в процессе лазерной облицовки H13 Сталь и использовал метод набора уровня для моделирования расплавленного пул.
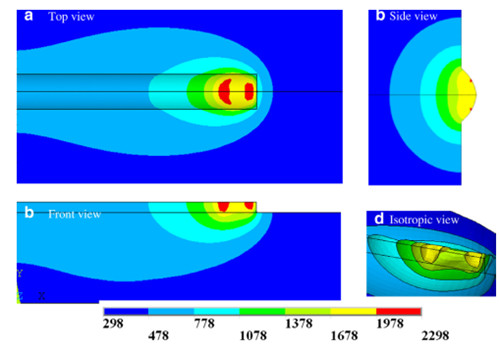
Закон о температуре распределения и скорости охлаждения в расплавленном бассейне при положительном и отрицательном дефокусировании Условия Изучена. По сравнению с гауссовым лазерным лучом, обнаружено, что полый лазерный луч (Defocus) может эффективно предотвратить перегрев центра расплавленного расплавленного пула, но модель не учитывает входное воздействие порошка когда Это достигает расплавленного бассейн.
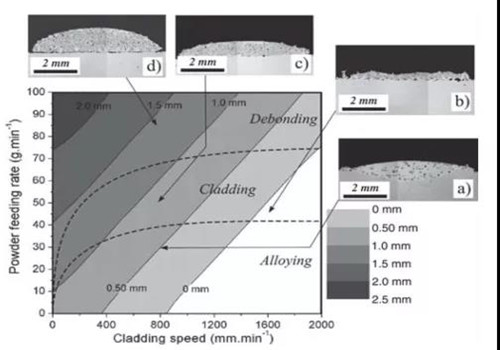
Канадский аэрокосмический производственный центр Дубур et al. изучал эффекты лазерной оболочки CO-WC параметры (сканирование скорость, скорость подачи порошка, defocus скорость и перекрытие Скорость) на геометрии покрытия и WC Содержание на нержавеющей машине сталь. Исследование принято Taguchi's Экспериментальный метод, и результаты показали, что как скорость кормления порошка, скорость сканирования, а также Defocus Уменьшение расстояния, увеличение скорости разбавления покрытия, что приводит к значительному снижению WC Содержание и исследование также сообщают о одноканальном и многоканальный Нет прямой связи между размером покрытия и WC Содержание, но исследование не учитывало термодинамическую трансформацию и разложение WC.
4.Чахарактеризация технологического и геометрии покрытия
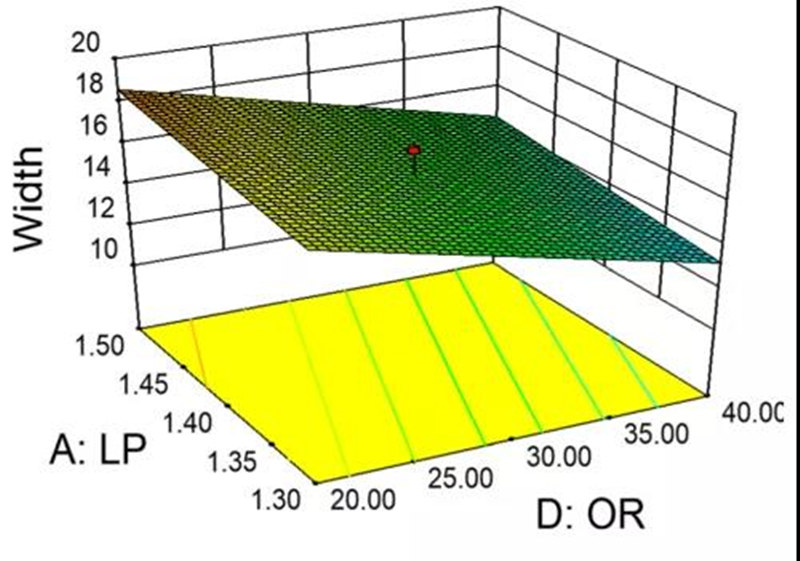
Ansari et al. изучал связь между основными параметрами процесса (сканирование скорость, скорость подачи порошка, лазер Power) и оболочка морфологии (ширина, высота, глубина, скорость разбавления, смачивание угол) в Однопроходной Облицовка посредством регрессии Анализ. Сафонов et al. Предложенный приблизительный метод расчета движения расплава и формы поверхности для определения эффекта скорости движения расплава и поверхности натяжение. Толщина ширина × толщина из ферросплавных Расплавленный бассейн составляет 2 × 0,2 мм, расплавление движется со скоростью 1 ~ 3 м / S На поверхности и разность температур между центром и краем рассчитывается, чтобы быть 500 ℃. Набхани et al. депонирован Ti-6AL-4V порошковый сплав на однородной подложке лазерной оболочкой и изучал влияние параметров процесса (сканирование скорость, скорость подачи порошка, лазер Power) О геометрических характеристиках A однопроход покрытие. Erfanmanesh et al. использовал метод регрессии для анализа отношений между однопроходным Параметры лазерной облицовки и геометрические характеристики покрытия и получены лучшие параметры процесса для лазерной оболочки WC-12CO на AISI321 Поверхность из нержавеющей стали и подготовлена Низкая пористость и высококачественное покрытия. Слой, где Коэффициент колени и лазерной мощности влияют на ширину покрытия.
Ши использовал закон сохранения энергии и массы для изучения взаимосвязи между параметрами процесса (лазер мощность, скорость сканирования, скорость порошка скорость) и геометрические характеристики (ширина, высота и поперечное сечение область) на основе плотности энергии на Объем блока расплавленного пула и принял экспериментальные результаты, проверяют модель Селик et al. предложил модель отношений между однослойным многоканальный формы поверхности и высота покрытия и вывеска модели, но не считали влияние скорости подачи порошка на Сурьюкумар et al. установлен однослойный Multi-Pass, Однопроходной многослойный Модель облицовки и проверена и оптимизирована модель для разных процессов Пути.
Нажмите здесь, чтобы оставить сообщение





