




Есть какие-либо вопросы?
Связаться-
Тел : +86 18355532477
-
Whatsapp : +8618355532477
-
Электронное письмо : 247137166@qq.com
-
Skype : 247137166@qq.com
- контакт



Есть какие-либо вопросы?
СвязатьсяТел : +86 18355532477
Whatsapp : +8618355532477
Электронное письмо : 247137166@qq.com
Skype : 247137166@qq.com

Микроструктура .и износостойкость Ni на основе WC .покрытие ультра-высокий Скорость лазерной облицовки
May 08 , 2021Аннотация:
Стальные материалы являются высокоочищенными строительными материалами из-за их надежные механические свойства, а они широко используются в строительной отрасли для строительства мостов, туннелей, небоскребов, башен, судовой металл части и другие промышленные металлы приложения. Однако, поскольку сталь имеет плохую поверхностную износостойкость, части восприимчивы к выходу из-за трения повреждения. К . Улучшить поверхностное износостойкость стальных материалов, Ni на основе WC . Покрытие было подготовлено Ультраскоростная Лазер Облицовка. Использование низкоскоростная Лазерная облицовка как ссылка, морфология поверхности, микроструктура и износостойкость Ультраскоростная Лазерная оболочка Ni на основе WC . Покрытия были изучены с использованием SEM, EDS и XRD, соответственно. Экспериментальные результаты выявили, что Ni на основе WC . Покрытие, подготовленное Ультраскоростной Лазерная облицовка проявляла лучшее качество поверхности по сравнению с этим, приготовленным на низкой скорости Лазер Облицовка. Сравнительно, ультраскоростная Лазерная облицовка требует меньшего теплового входа и более быстрое охлаждение скорость. Тем не менее, скорость разбавления покрытия значительно уменьшена. Кроме того, Ультраскоростная Лазерная облицовка значительно уменьшает тепловой ущерб в WC покрытие; Он ингибирует осаждение карбидов и формирование пористости и способствует равномерному распределению WC В покрытии, тем самым значительно уменьшая локализацию напряжения в покрытии, а также ингибирует трещину нуклеацию в покрытие. Потому что . Из уменьшения пористости, трещин и других поверхностных дефектов в покрытии и равномерном распределении WC частицы, на основе ni на основе WC . Покрытие, подготовленное Ультраскоростной лазерная оболочка обладает лучшей износостойкостью чем что подготовлено ливня ow-скорость Лазерная оболочкаи ношеный механизм - истирание.
Экспериментальный Метод:
Базовый материал, используемый в эксперименте, представлял собой 45 стальной трубы диаметром 60 мм, длиной 300 мм, а толщина стенки 6 мм, которая была отполирована наждачной бумагой и очищена алкоголем перед Облицовка. Материал облицовки Гегенас LC-WC-60 порошок с размером частиц 50-150 мкм, а WC Содержание 30% (масса фракция). Перед оболочкой поместите порошок в сушильной духовке при температуре 120 ℃ на 30 мин.
AN MFM-6000W мультимодовый . Непрерывный волокнистый лазер с максимальным выходом 6 кВт и самопровержены Ультраскоростная Лазерная облицовка кольцевой коаксиальный порошок питатель (порошок эффективность использования может превышать 85%) используются для проведения Ультраскоростной Лазерная облицовка Эксперименты. RFL-A2500D лазер с максимальной выходной мощностью 2.5 кВт был использован для проведения низкой скорости Лазерная облицовка Эксперименты. Выход лазерного пятна представляет собой круглое пятно диаметром 2 мм, а также порошковый подающий газ, так и защитный газ принимают газ (чистота> 99,9%).
Согласно предварительному процессу эксперименты результаты, чтобы получить превосходное качество облицовочных покрытий, ультрасодержащий Лазерная оболочка линейная скорость установлена на 13,6 m / min, лазерная мощность установлена на 1.5 кВт, а скорость кормления порошка установлена на 2.5 r / min. Низкоскоростная Лазерная облицовка обычно использует линейную скорость 0,3 ~ 1.8 м / мин. В этом исследовании линейная скорость установлена на 1.2 m / min, и другие параметры процесса согласуются с Ультраскоростной Лазер Облицовка. Конкретные экспериментальные параметры показаны в таблице 1, где № 1 . это ультрасодержащий Параметр лазерного облицовки, а № 2 это низкоскоростная Лазерная облицовка Параметр.
Образцы № 1 и № 2 были инкрустированы, полированы и затравлены Aqua Regia (концентрированные HCl, концентрированные CNO3 Соотношение громкости 3: 1) на 15 с. S-3400 Сканирующий электронный микроскоп (SEM) был использован для наблюдения вторичного электрона (SE) Image или Backscated Electel (BSE) Изображение морфологии порошка, покрытие микроструктура и образцовый износ морфология. D8 . продвижение A25 рентгеновский дифрактометр (XRD) был использован для анализа нанесения покрытия фаза. K9700k Цвет 3D-лазерный микроскоп был использован для измерения морфологии 3D поверхности и шероховатости облицовки покрытие. энергетический спектрометр (EDS) соответствует S-3400 SEM . был использован для характеристики композиции и распределения элементов покрытие. Микроскопические Виккерс Тест твердости осуществляется GB / t 4340.1-2009 . стандарт. HV-1000 микротвердость . Тестер используется для проверки твердости покрытия на подложку ( Микротвердость измеряется каждые 40 мкм наряду с глубиной слоя, а тестовая нагрузка - это 0,5 N, время удержания 15 S ). . Когда . Тест прогрессирует к WC Частицы, испытательное положение переведено в положение покрытия без WC частицы, чтобы предотвратить высокую твердость WC частицы от вмешательства с рисунком твердости кривая. Mmw-1 Тестер трения и износа использовали для проверки износостойкости покрытия и подложки Образец разрезается в цилиндр диаметром 5 мм и длиной 15 мм. Материал для шлифовального диска является GCR15, а твердость - 61 ~ 64 HRC . (тест нагрузка 50 н, скорость вращения 100 r / min, время 30 min). До и после эксперимента, но образец в спирте для ультразвуковой очистки в течение 5 минут, а затем высушить его с помощью XS205 Баланс с точностью 0,01 MG для измерения массы образца до и после истирания и рассчитать вес потеря.
2 экспериментальных Результаты:
2.1 . Морфология и композиция порошка
Морфология Гегенас LC-WC-60 порошок показан на рисунке 1. Видно, что Hegenas LC-WC-60 Порошок - смешанный порошок Ni-Cu Сплав и WC Частицы и порошок обладают сферической формой, что может обеспечить хорошую текучесть. Состав Гегенас LC-WC-60 Сплавный порошок, протестированный EDS, показан в таблице 2.
Рис.1 . Отдышливый электрон (BSE) Изображение Гегенас LC-WC-60 порошки
2.2 . Морфология поверхности покрытия
Морфология поверхности и шероховатость NO.1 и № 2 на основе никеля WC . Покрытия показаны на рисунке 2. Шероховатость поверхности (RA) из № 1 и № 2 Образцы 11.4 и 30,5 мкм, соответственно. Это . потому что в тех же условиях других параметров процесса низкой скорости Лазерная облицовка имеет более низкую линейную скорость, больше порошка участвует в формировании на одном и том же расстоянии, более высокая высота плавления и более очевидным перекрытием между Passes. в то же время, в низкоскоростной Процесс лазерной облицовки, большая часть лазерной энергии действует на подложке, а порошок не полностью нагревается и расплавляется до достижения расплавленного пула. Феномен порошкового прилипания с большей вероятностью будет происходить во время Процесс облицовки, который увеличивает шероховатость поверхности покрытие. в ультраскоростной Процесс лазерной облицовки, большая часть лазерной энергии наносится на порошок, а Ni-Cu Сплав полностью нагревается и вводится в расплавленный бассейн в жидкости Форма. Поверхность покрытия гладкая, а шероховатость - ниже. Следовательно, использование ультрасодержащие Лазерное оболочку может значительно уменьшить количество резки во время последующая обработка при улучшении Эффективность.
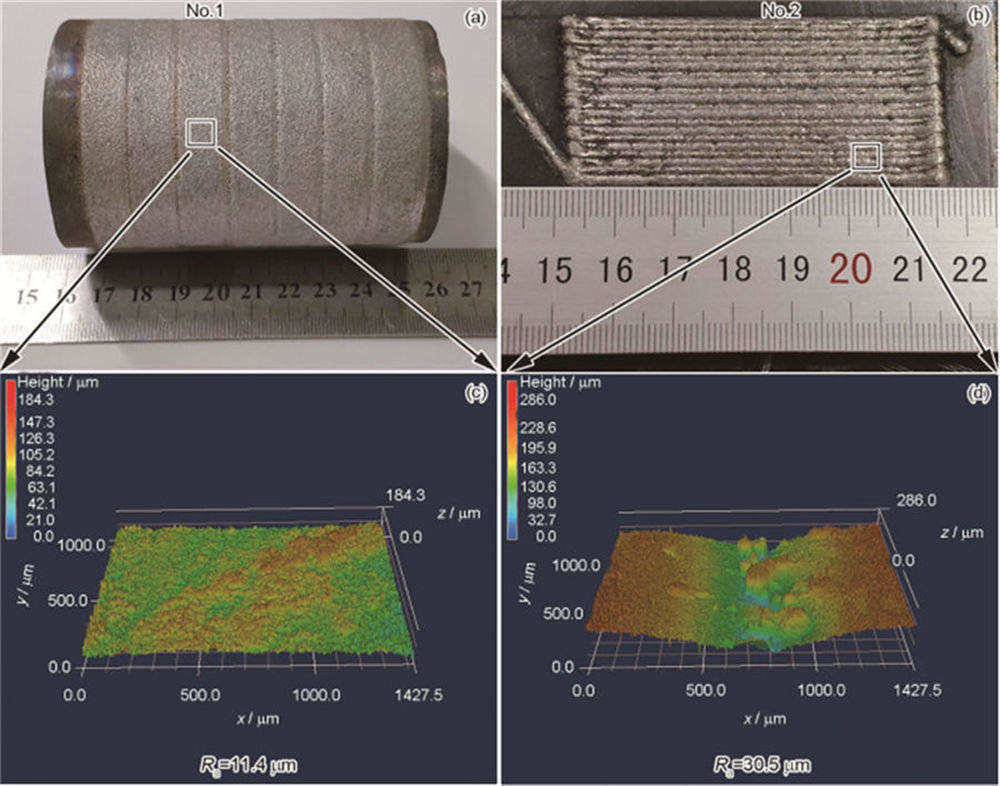
Рис.2 Морфологии поверхности (A, B) и шероховатость (RA) (C, D) из № 1 (A, C) и № 2 (B, D) Ni на основе WC . покрытия
2.3 . Структура покрытия
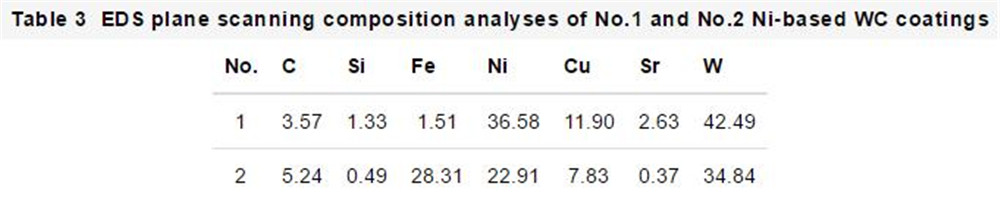
Image BSE и Анализ EDS-анализ элементов зоны переходной зоны NO.1 и № 2 на основе никеля WC . Покрытия показаны на рисунке 3. видно из рисунка 3а что покрытие толщина нет. 1 - 280 мкм, покрытие однородное и плотное, без дефектов, таких как пор и трещины, и распределение WC Частицы относительно униформа. Рисунок 3C показывает, что покрытие толщина нет. 2 это 850 мкм, глубина проникновения и ширина проникновения покрытия больше, распределение WC Частицы неравномерны, и существует большое количество пор разных размеров, и больше карбидов осаждаются. равномерно распределен WC Частицы полезны для улучшения износостойкости покрытия и уменьшают тенденцию покрытия растрескивание. Сканирование линии EDS основных элементов Fe, Ni и Cu в покрытии показывает, что зона перехода элемента между покрытием и 45 стальной подложкой в NO. 1 5 мкм (Рисунок 3b), в то время как зона перехода элемента в нет. 2 - 60 мкм. (Рисунок 3D), который в 12 раз больше, чем ультраскоростная Образец лазерной оболочки (№ 1). Меньший элемент переходной зоны, тем меньше матрица плавится во время Облицовка процесс. Это . это потому что в низкоскоростной Лазерная облицовка, лазерная энергия более наносится на подложку, а линейная скорость ниже, а подложка плавится больше, что увеличивает разбавление покрытия скорость. В таблице 3 показаны анализ композиции композиции сканирования поверхности ЭДС NO.1 и № 2 на основе никеля WC . покрытия. Зона сканирования № 1 это 0,5 MM2, а область сканирования № 2 это 0,8 mm2. по сравнению с NO.1, на основе никель WC . покрытие № 2 имеет содержание базового элемента Fe (масса фракция,%, то же самое ниже) в покрытии увеличено с 1.51 до 28,31, а содержание W уменьшилось из 42.49 до 34.84. Si, Ni Массовые доли, Cu и Sr также снизились до изменения степеней, указывающих на то, что нет. 2 никель на основе WC . Покрытие было серьезно разбавлено субстратом.
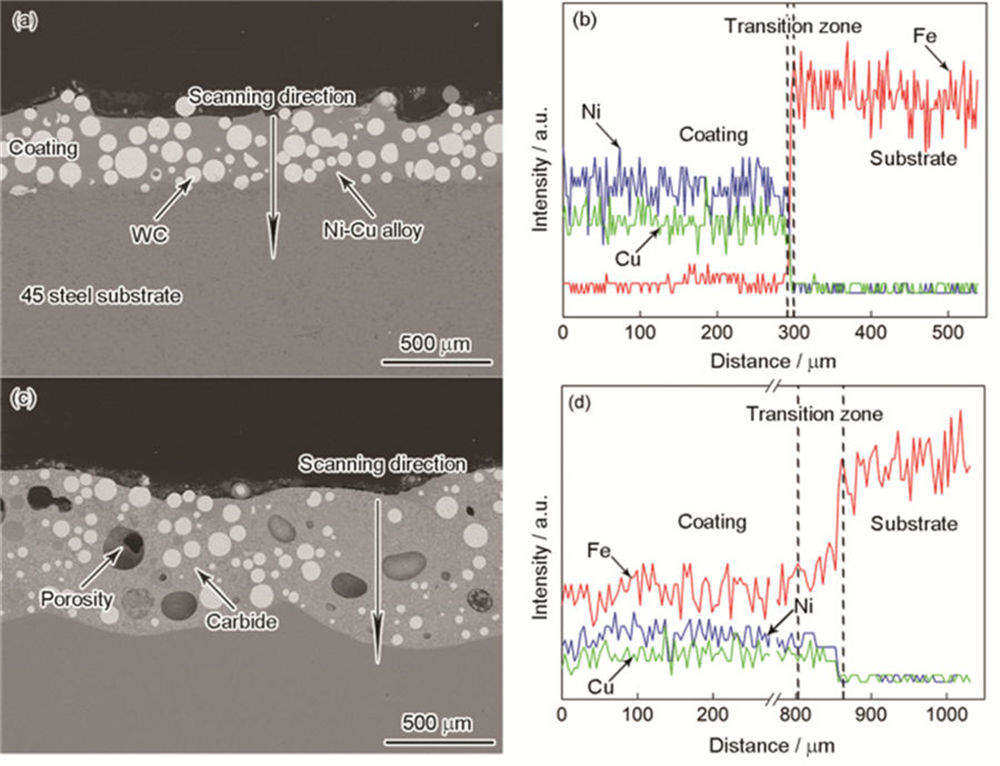
Рис.3 . BSE I образы (A, C) и соответствующий анализ EDS элементов в переходной зоне (B, D) из № 1 (A, B) и № 2 (C, D) Ni на основе WC . покрытия
SEM и BSE изображения микроструктура из № 1 и № 2 на основе никеля WC . Покрытия показаны на рисунке 4. Фигуры 4a и B показать, что в № 1 Покрытие, WC Частицы пострадали от небольших термических повреждений, в покрытии в покрытии не наблюдалось никаких явных карбидов, а структура состояла из тонких дендритов и Interdendritic Eutectic производится быстрым затвердевание. Фаза Состав. Фигуры 4C и d показывают, что под большим тепловым входом нет. 2, WC Частицы, попадающие в расплавленный бассейн, были сильно термически повреждены, а растворение было очевидно, а карбиды с различными морфологиями были осаждены вокруг WC частицы и на разных положениях покрытия. Анализ компонентов EDS различных точек на рисунке 4 показан в таблице 4. В № 1 покрытие, дендриты (C) вокруг WC Частицы богаты Ni и Cu и содержат C, W и небольшое количество Si; Эвтектическая фаза (d) богат Ni и Cu, указывая на то, что WC Частицы произошли небольшие термические разложение. В то же время легирующий элемент W - твердо растворенные В дендритах при сохранении структурной целостности WC улучшает силу связи между WC частицы и Ni-Cu сплав, который способствует его износу сопротивление. Дендриты далеко от WC частицы (а) богаты Ni, Cu, C и небольшое количество Si; Эвтектическая фаза (B) богат Ni и содержит C, CU и небольшое количество Si, ни которого не содержит W. Это показывает, что тепловое разложение WC Частицы очень легкие. в № 2 покрытие, в форме полоса карбид (f) далеко от WC Частицы богаты W, содержащие выше E Fe, C, Ni и небольшое количество Cu. Белая сферическая структура WC фаза и окружающие флокусные карбиды (G) богаты W и C и содержат более высокие концентрации Ni и Cu. Дальше от WC Частицы, тем ниже содержание W и C в осажденных карбидах, а чем выше содержание Ni и Cu. XRD спектры № 1 и № 2 на основе никеля WC . Покрытия показаны на рисунке 5. Видно, что нет. 2 имеет больше карбидов в покрытии чем нет. 1, что указывает на то, что WC частицы в нет. 2 покрытия подвергались серьезным термическим разложение.
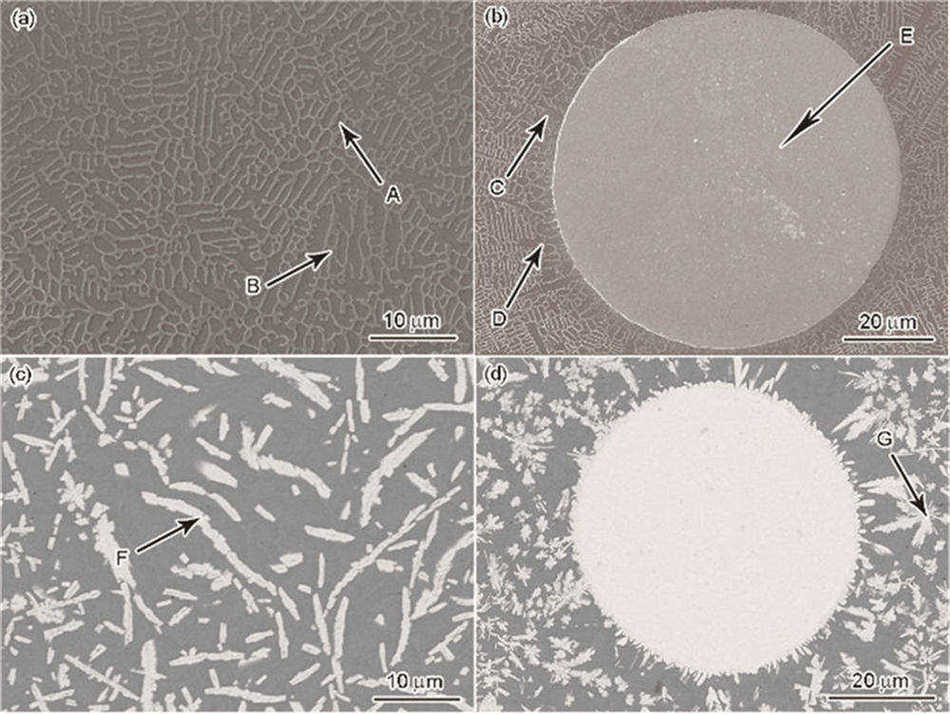
Рис.4 вторичный электрон (SE) (A, C) и BSE (B, D) Изображения микроструктура из № 1 (A, B) и № 2 (C, D) Ni на основе WC . покрытия
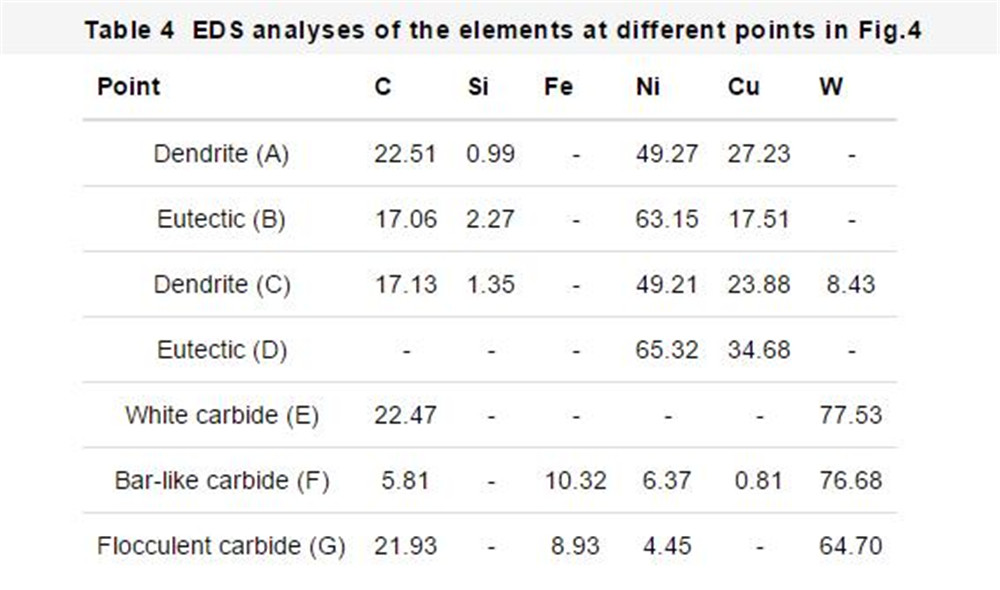
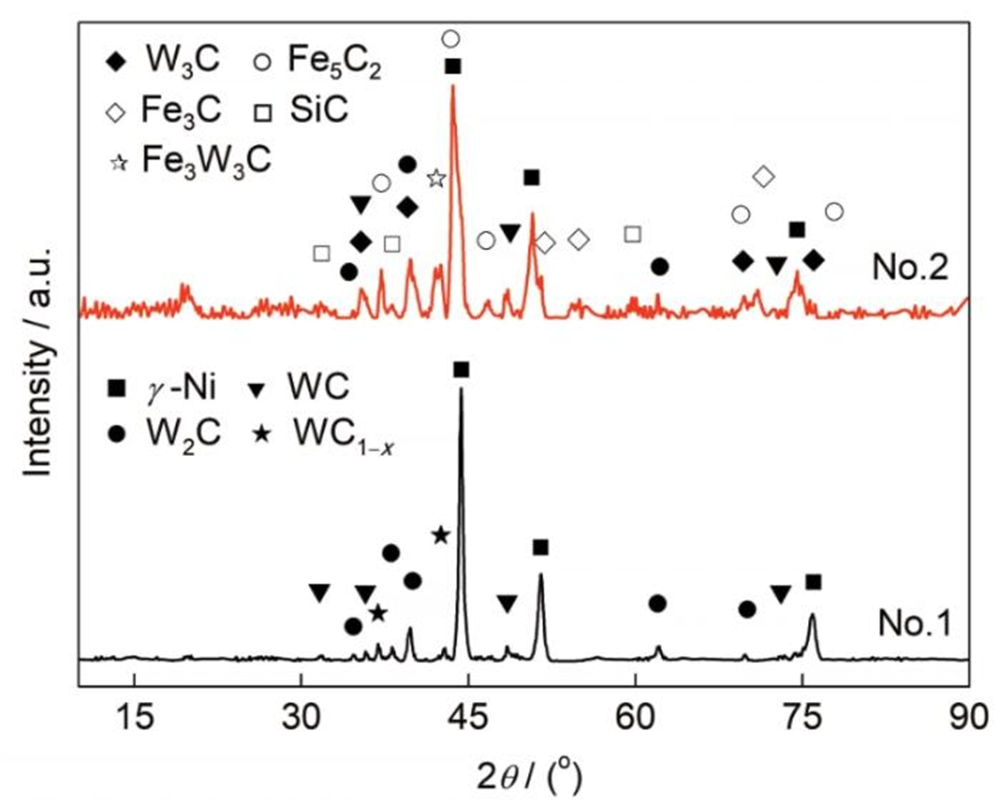
Рис.5 XRD . спектры № 1 и № 2 Ni на основе WC . покрытия
2.4 . Твердость и износ покрытия Сопротивление:
Микротвердость Распределение № 1 и № 2 на основе никеля WC . Покрытия показаны на рисунке 6 (за исключением WC Частицы). Слева направо - кривые распределения твердости Ni-Cu сплав, нагреваемые нагреваемые зона и матрица в № 1 и № 2 соответственно. Твердость Ni-Cu сплав нет. 2 покрытие выше чем нет. 1. . Это . это потому что Ni-Cu сплав нет. 2 осаждает больше карбидов, что значительно улучшает твердость. Погрешность зона № 2 составляет 180 мкм, а ширина воздействия на тепло зона № 1 60 мкм. Ширина воздействия на тепло зона № 2 в три раза больше, чем из № 1, указывая на то, что низкая скорость Лазерная оболочка имеет больший тепловой вход к подложку
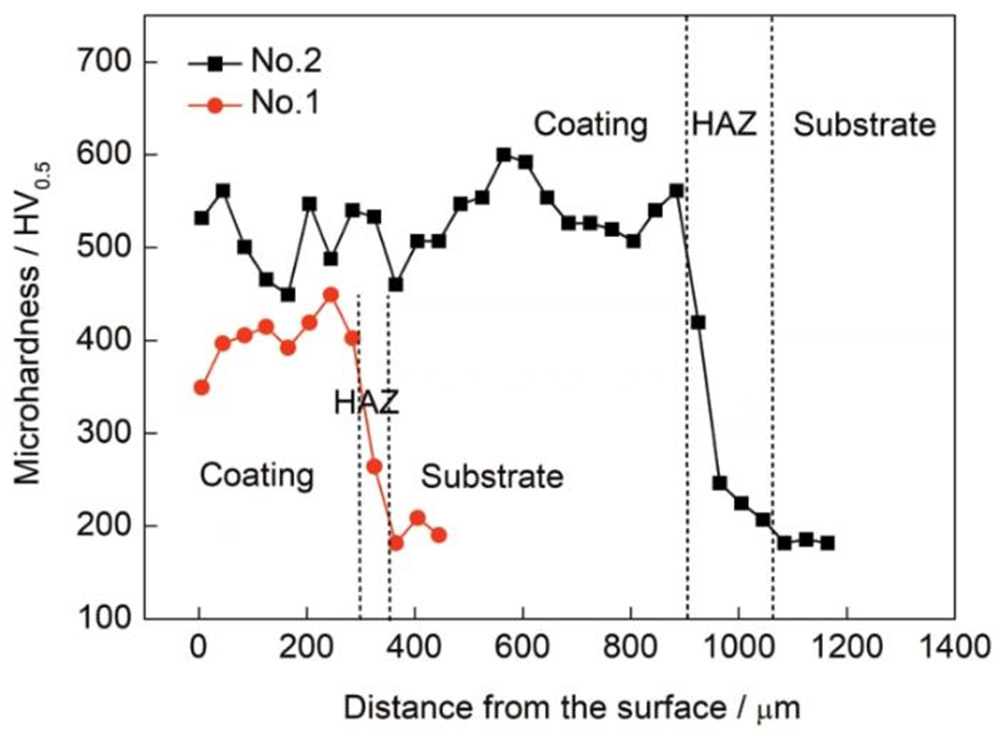
Рис. 6 . Микротвердость . Распределение № 1 и № 2 Ni на основе WC . Покрытия без WC частицы (HAZ-Heat Затронутая зона)
На рисунке 7 показан коэффициент трения и потерю износа NO.1 и № 2 на основе никеля WC . покрытия. После 30 минут ношения диска PIN, потеря износа 45 стальной субстраты достигается 127.70 мг, пока № 1 был 0,68 мг, а № 2 был 1.03 мг. Вес потери износа был значительно уменьшен, что указывает на то, что никель на основе WC . Покрытие, подготовленное лазерной оболочкой, слой действительно может значительно улучшить износостойкость подложки. Потеря износа № 2 это 51% выше чем это из № 1, указывающее, что никель на основе WC . Покрытие, подготовленное Ультраскоростной Лазерная оболочка имеет лучшую одежду сопротивление. Твердость WC керамические армированные частицы намного выше чем GCR15 . (61 ~ 63 HRC). Следовательно, в микросхеме носить эксперимент, неровность на поверхности WC Частицы могут поцарапать и измельчать GCR15 диск, увеличивая коэффициент трения [21]. Коэффициент трения № 1 0,57, № 2 0,47 и 45 стальной матрицы без WC Частицы являются самыми низкими на 0,42. Это также показывает, что никель на основе WC . Покрытие, подготовленное Ультраскоростной Лазерная облицовка имеет более высокую WC Содержание, более равномерное распространение и лучший износ Сопротивление.
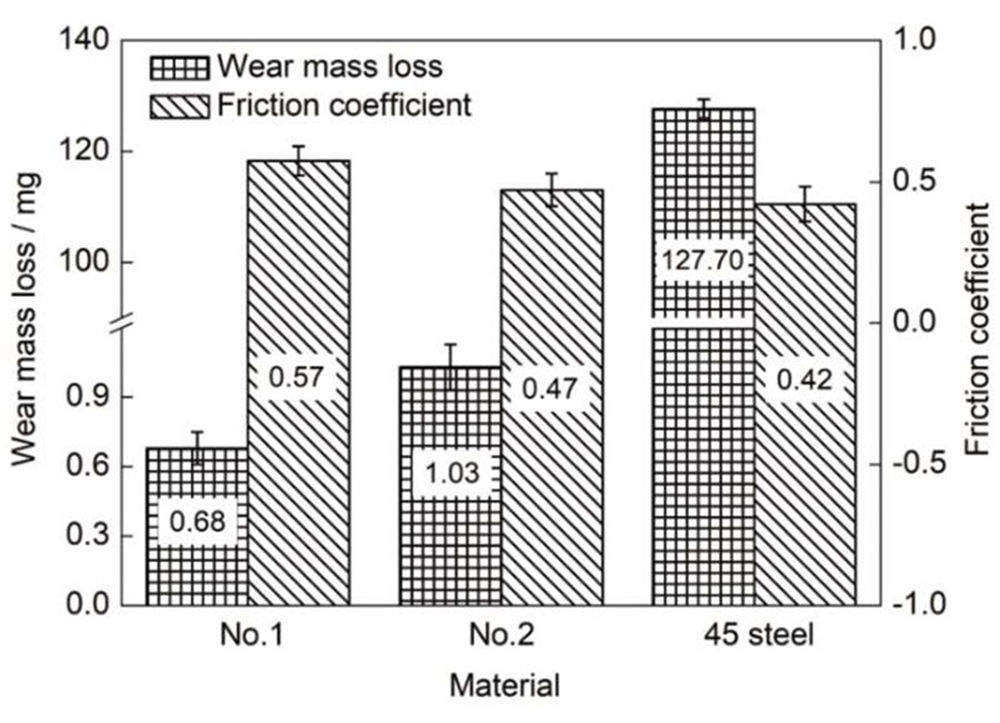
Рис.7 . Коэффициент трения и носить массовую потерю No.1, № 2 Ni на основе WC . Покрытия и 45 стальной субстрат
3 Анализ и Обсуждение:
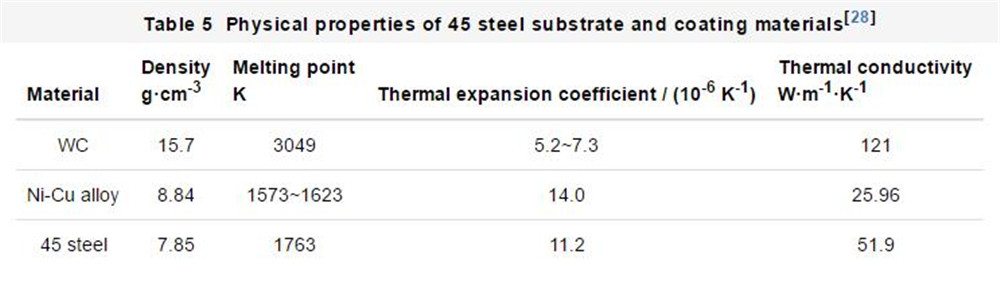
Образ BSE трещин в нет. 2 никель на основе WC . покрытие показано на рисунке 8. Рисунок 8a показывает трещины вокруг карбид / WC нет. 2 покрытия. № 2 . WC . частицы неравномерно распределены во время Процесс затвердевания и карбиды разных форм являются осаждаются. Коэффициент теплового расширения небольшой в районах где WC частицы плотно распределены, а коэффициент теплового расширения больше в районах где WC Частицы редко распределены. Из уравнения (4), неравномерное распределение WC Частицы увеличивают тепловое напряжение покрытие. Кроме того, осаждение карбидов с одной стороны увеличивает микроструктуру Стресс в покрытии, с другой стороны, карбиды разных форм, особенно карбиды стержень, уменьшит смачиваемость между сплавом и карбидами и улучшению чувствительности к трещину покрытие. Поэтому когда Остаточный стресс больше чем Сила покрытия, трещины инициировать.
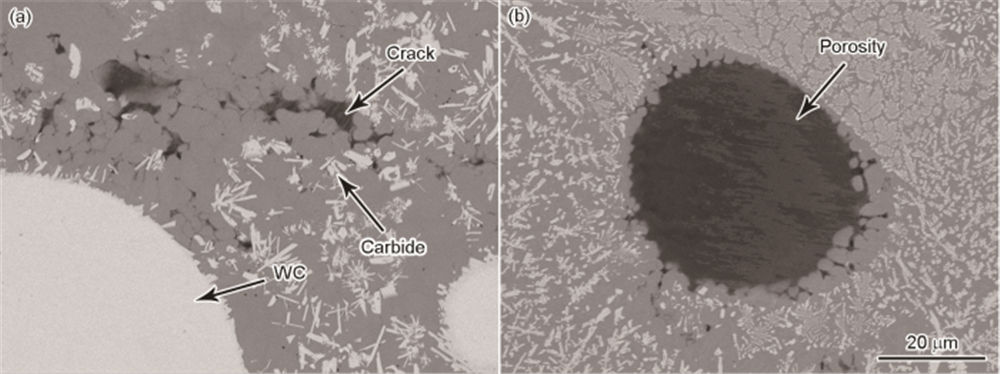
Рис.8 . BSE изображения трещин вокруг карбидов (а) и трещины вокруг пористости (b) в № 2 Ni на основе WC . покрытие
носить механизм никель на основе WC . покрытие:
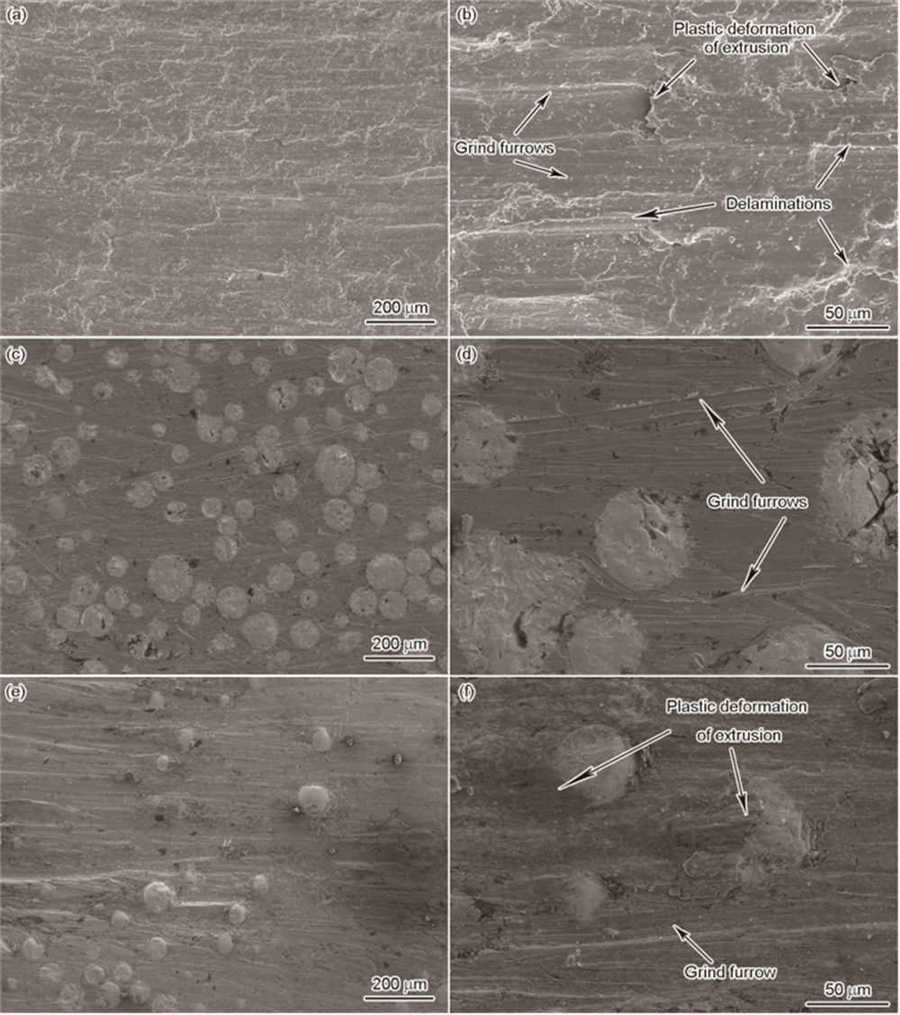
Поверхность носит SEM изображения 45 стальной подложки показаны на рисунках 9A и б. Рисунок 9a показывает, что поверхность 45 абразивных абразивных истирающих относительно тяжело носить. Видно из Рис. 9b . эта очевидная пластическая деформация, микро-вспашка и расслаивание из 45 стальной матрицы происходят после износа, которая в основном вызвана адгезионным износом, абразивным износом, а также расслаивание Носить. Твердость GCR15 намного выше чем Из 45 сталь. Во время . Процесс износа, его можно нажимать на поверхность 45 стальной матрицы, чтобы вызвать пластиковую деформацию в контакте область. Поскольку процесс износа прогрессирует, фрикционное тепло приводит к тому, что местные контактные области достигают высоких температур и сварки определенных мест вместе. Под действием стресса сдвига эта область сдвигается и производит абразиву мусор. Под действием нормальной силы абразивный мусор вырезает поверхность материала, как инструмент и производит борозды. Во время . Процесс износа, дислокации, сгенерированные на подпольшете изношенные препятствия, такие как границы зерна, включения и т. Д., будут накапливаться или образовывать микро-трещины, а Micro-Tracks Дальше совокупность сформировала непрерывные трещины, параллельные поверхности, в конечном итоге в результате чего в результате всего 45 стальных пилинга расслоение и носить появляются.
Нажмите здесь, чтобы оставить сообщение





