ąŻąĖą╗ą░ . ąĖčüą┐ąŠą╗čīąĘčāąĄčé 304 ąØąĄčƹȹ░ą▓ąĄčÄčēą░čÅ čüčéą░ą╗čī ą║ą░ą║ ą▒ą░ąĘąŠą▓čŗą╣ ą╝ą░č鹥čĆąĖą░ą╗, ąĖ ą┐čĆąŠą▓ąŠą┤ąĖčé Ni60 ą¤ąŠčĆąŠčłą║ąŠą▓čŗąĄ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ 菹║čüą┐ąĄčĆąĖą╝ąĄąĮčéčŗ čü ą┐ąŠą╗čāą┐čĆąŠą▓ąŠą┤ąĮąĖą║ąŠą▓čŗą╝ ą╗ą░ąĘąĄčĆąŠą╝ ąĖ TIG ARC ą║ąŠą╝ą┐ąŠąĘąĖčéąĮčŗą╣ ąĖčüč鹊čćąĮąĖą║ č鹥ą┐ą╗ą░ ąĮą░ ąĮąĄą╝ ąĖ ąĖčüą┐ąŠą╗čīąĘčāąĄčé ą▓čŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮčāčÄ ą║ą░ą╝ąĄčĆčā ą┤ą╗čÅ ąĘą░ą┐ąĖčüąĖ ą┤ąĖąĮą░ą╝ąĖč湥čüą║ąŠą│ąŠ ąĖąĘą╝ąĄąĮąĄąĮąĖčÅ ą┐ąŠčĆąŠčłą║ą░ ą┐ą╗ą░ą▓ą╗ąĄąĮąĖąĄ. ąśąĘą╝ąĄąĮąĄąĮąĖčÅ, ą▓čŗąĘą▓ą░ąĮąĮčŗąĄ ą▓ą▓ąĄą┤ąĄąĮąĖąĄą╝ TIG ARC ą┐čĆąŠą░ąĮą░ą╗ąĖąĘąĖčĆąŠą▓ą░ąĮčŗ ąĖąĘ čéčĆąĄčģ ą░čüą┐ąĄą║č鹊ą▓ čüąĖą╗čŗ, č鹥ą┐ą╗ąŠą▓ąŠą│ąŠ ąĖ ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮąŠą│ąŠ čüą╗ąŠčÅ ążąŠčĆą╝ąĖčĆąŠą▓ą░ąĮąĖąĄ. ą×ą┐ąĖčüą░ąĮ ą┤ąĖąĮą░ą╝ąĖč湥čüą║ąĖą╣ ą┐čĆąŠčåąĄčüčü ą┐ąŠčĆąŠčłą║ąŠąŠą▒čĆą░ąĘąĮąŠą│ąŠ, ąŠą▒čĆą░ąĘčāčÄčēąĄą│ąŠčüčÅ ą┐ąŠą┤ ą╗ą░ąĘąĄčĆąĮčŗą╝ ą┤čāą│ąŠą▓čŗą╝ ą║ąŠą╝ą┐ąŠąĘąĖčéąĮčŗą╝ ąĖčüč鹊čćąĮąĖą║ąŠą╝ č鹥ą┐ą╗ą░, ą░ č乊čĆą╝čŗ čüąĖą╗čŗ ąĖ č鹥ą┐ą╗ąŠą┐čĆąŠą▓ąŠą┤ąĮąŠčüčéąĖ ąĮą░ ą║ą░ąČą┤ąŠą╝ čŹčéą░ą┐ąĄ čÅą▓ą╗čÅčÄčéčüčÅ ąŠą┐ąĖčüą░ąĮčŗ. ąÆą╗ąĖčÅąĮąĖąĄ TIG ąóąĄą║čāčēąĖą╣ ą┐čĆąŠčåąĄčüčü č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖčÅ ąĖ č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖčÅ ą┐ąŠčÅčüąĮčÅąĄčéčüčÅ, ą░ ą┐čĆąĄąĖą╝čāčēąĄčüčéą▓ą░ ą┐ąŠą╗čāą┐čĆąŠą▓ąŠą┤ąĮąĖą║ąŠą▓ąŠą│ąŠ ą╗ą░ąĘąĄčĆą░ ąĖ TIG ąĪąŠčüčéą░ą▓ąĮąŠą╣ ąĖčüč鹊čćąĮąĖą║ č鹥ą┐ą╗ą░ ą┤ą╗čÅ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ ąŠą▒čŖčÅčüąĮčÅąĄčéčüčÅ.
1. . ąśąĘą╝ąĄąĮąĄąĮąĖčÅ, ą┐čĆąĖą▓ą╗ąĄč湥ąĮąĮčŗąĄ TIG ą┤čāą│ąĖ ą║ ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖčÄ čüą╗ąŠčÅ č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖčÅ ąĖ č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖčÅ ą┤ąĖąĮą░ą╝ąĖč湥čüą║ąŠą│ąŠ ą┐čĆąŠčåąĄčüčüą░
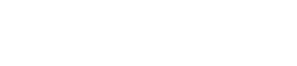
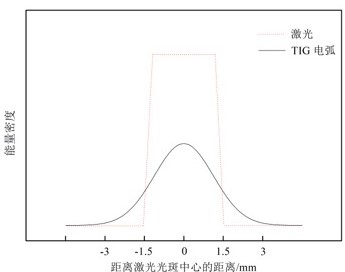
ąÆ ą┤ąŠą╗ą│ąŠčüčĆąŠčćąĮąŠą╣ ą┐čĆą░ą║čéąĖą║ąĄ ąŻąĖą╗ą░ ąĮą░čłąĄą╗ ąĮąĄą┤ąŠčüčéą░čéą║ąĖ č鹊ą╗čīą║ąŠ čü ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĄą╝ ą╗ą░ąĘąĄčĆą░ ą▓ ą║ą░č湥čüčéą▓ąĄ ąŠą▒ąŠą╗ąŠčćą║ąĖ č鹥ą┐ą╗ąŠ ąśčüč鹊čćąĮąĖą║. ąĪą╗ąĄą┤ąŠą▓ą░č鹥ą╗čīąĮąŠ, čŹč鹊 ąĘą░ą┤čāą╝ą░ąĮąŠ, čćč鹊ą▒čŗ ą┤ąŠą▒ą░ą▓ąĖčéčī čüąŠą▓ąĄčĆčłąĄąĮąĮąŠ ą┤čĆčāą│ąŠą╣ ąĖčüč鹊čćąĮąĖą║ č鹥ą┐ą╗ą░ ą┤ą╗čÅ ąŠą▒čŖąĄą┤ąĖąĮąĄąĮąĖčÅ ą┤ą▓čāčģ ąĖčüč鹊čćąĮąĖą║ąŠą▓ č鹥ą┐ą╗ą░, ą║ą░ą║ ąĖčüč鹊čćąĮąĖą║ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ, ąĮą░ą┐čĆąĖą╝ąĄčĆ TIG ą┤čāą│ą░ ąĄčüčéčī ą▓ąĘą░ąĖą╝ąĮąŠąĄ ą▓ą╗ąĖčÅąĮąĖąĄ ą║ąŠą│ą┤ą░ ą┤ą▓ą░ ąĖčüč鹊čćąĮąĖą║ą░ č鹥ą┐ą╗ą░ TIG ąöčāą│ą░ ąĖ ą╗ą░ąĘąĄčĆ ą║ąŠą╝ą▒ąĖąĮąĖčĆąŠą▓ą░ąĮąĮčŗą╣. ąĪąŠąĘą┤ą░ą╗ ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖą╣ ą┐ą░čĆ ą║ąŠą│ą┤ą░ ąøą░ąĘąĄčĆ ąŠą▒ą╗čāčćą░ąĄčéčüčÅ ąĮą░ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ čćą░čüčéąĖ, ą▒čŗčüčéčĆąŠ ąĖąŠąĮąĖąĘąĖčĆčāčÄčēčāčÄ čü ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖąĄą╝ ąĘą░čĆčÅąČąĄąĮąĮčŗčģ čćą░čüčéąĖčå, čćč鹊 čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčé 菹╗ąĄą║čéčĆąŠą┐čĆąŠą▓ąŠą┤ąĮąŠčüčéčī ą▓ ą╝ąĄčüč鹥 ą│ą┤ąĄ ąøą░ąĘąĄčĆ ą┐čĆąĖą╝ąĄąĮčÅąĄčéčüčÅ, čāą╝ąĄąĮčīčłą░ąĄčé čüąŠą┐čĆąŠčéąĖą▓ą╗ąĄąĮąĖąĄ ą┤čāą│ąĖ č湥čĆąĄąĘ ą┐čāčéčī ąĖ čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčé ą┐ą╗ąŠčéąĮąŠčüčéčī č鹊ą║ą░ ARC. ąÜčĆąŠą╝ąĄ č鹊ą│ąŠ, ą╗ą░ąĘąĄčĆ ąĖąĘą╝ąĄąĮčÅąĄčé čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ąĖ ąĖčüč鹊čćąĮąĖą║ą░ č鹥ą┐ą╗ą░ ą┤čāą│ąĖ, čĆąĄąĘą║ąŠ čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčé č鹥ą╝ą┐ąĄčĆą░čéčāčĆčā čåąĄąĮčéčĆą░ ą┤čāą│ąŠą▓ąŠą│ąŠ čåąĄąĮčéčĆą░, ąŠą▒čĆą░ąĘčāčÅ ą▒ąŠą╗čīčłąŠą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĮčŗą╣ ą│čĆą░ą┤ąĖąĄąĮčé ą╝ąĄąČą┤čā čåąĄąĮčéčĆąŠą╝ ą┤čāą│ąĖ ąĖ ąŠą║čĆčāąČąĄąĮąĖąĄą╝, ą░ ą┤čāą│ą░ čüąČąĖą╝ą░ąĄčéčüčÅ, ą║ą░ą║ ą┐ąŠą║ą░ąĘą░ąĮąŠ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.1. ąøą░ąĘąĄčĆ čéą░ą║ąČąĄ ą╝ąŠąČąĄčé ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ čāą╝ąĄąĮčīčłąĖčéčī ąĮą░ą┐čĆčÅąČąĄąĮąĖąĄ ąĘą░ąČąĖą│ą░ąĮąĖčÅ ą┤čāą│ąĖ, čüą┤ąĄą╗ą░čéčī ąĄą│ąŠ čäą╗čāą║čéčāą░čåąĖčÄ ą╝ąĄąĮčīčłąĄ, ą░ ąĘą░č鹥ą╝ ą┤ąŠčüčéąĖčćčī čŹčäč乥ą║čéą░ čüčéą░ą▒ąĖą╗ąĖąĘą░čåąĖąĖ ą┤čāą│ąĖ [. ąÜčĆąŠą╝ąĄ č鹊ą│ąŠ, ąĮą░ą│čĆąĄą▓ą░č鹥ą╗čīąĮčŗą╣ čŹčäč乥ą║čé ą╗ą░ąĘąĄčĆą░ ąĮą░ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ ą╝ąĄčéą░ą╗ą╗ą░ čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčé č鹥ą╝ą┐ąĄčĆą░čéčāčĆčā, čćč鹊 ą╝ąŠąČąĄčé čāą▓ąĄą╗ąĖčćąĖčéčī ą╝ąĄčéą░ą╗ą╗ ąĪą║ąŠčĆąŠčüčéčī ą┐ąŠą│ą╗ąŠčēąĄąĮąĖčÅ ą╗ą░ąĘąĄčĆą░ ąŁąĮąĄčĆą│ąĖčÅ.
ąĀąĖčüčāąĮąŠą║ 4.1 ąŁčäč乥ą║čé čüąŠą║čĆą░čēąĄąĮąĖčÅ ą╗ą░ąĘąĄčĆą░ ąĮą░ ą┤čāą│ąĄ
(ąÉ) ążąŠčĆą╝ą░ ą║ąŠą╝ą▒ąĖąĮąĖčĆąŠą▓ą░ąĮąĮąŠą╣ ą┤čāą│ąĖ 500W ą╗ą░ąĘąĄčĆ ąĖ 100atig ą┤čāą│ą░; (b) 100a . TIG . ążąŠčĆą╝ą░ ą┤čāą│ąĖ
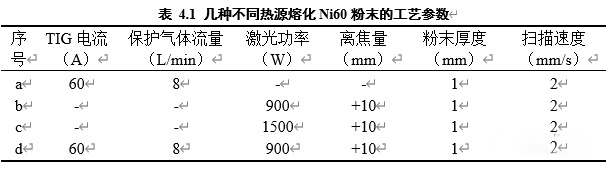
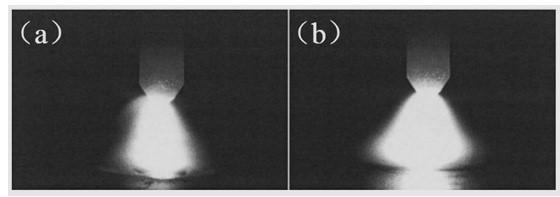
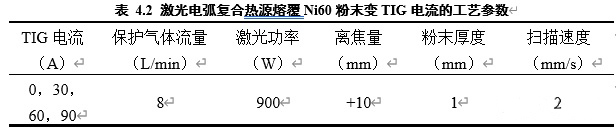
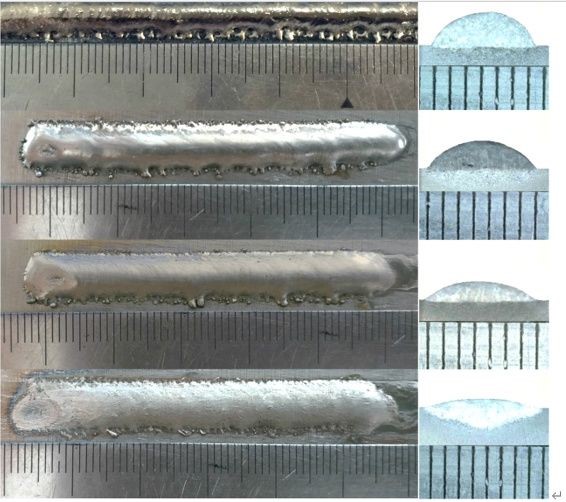
ąŻąĖą╗ą░ . ąĮą░čłąĄą╗ ą▒ąŠą╗čīčłąŠąĄ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ 菹║čüą┐ąĄčĆąĖą╝ąĄąĮč鹊ą▓, ą║ąŠč鹊čĆčŗąĄ ą▓ą▓ąĄą┤ąĄąĮąĖąĄ TIG ARC ą╝ąŠąČąĄčé čüąŠčéčĆčāą┤ąĮąĖčćą░čéčī čü ą▒ąŠą╗ąĄąĄ ąĮąĖąĘą║ąŠą╣ ą╝ąŠčēąĮąŠčüčéčīčÄ ą╗ą░ąĘąĄčĆą░ ą┤ą╗čÅ ą┤ąŠčüčéąĖąČąĄąĮąĖčÅ čģąŠčĆąŠčłąĄą│ąŠ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖčÅ čŹčäč乥ą║čéą░ ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮąŠą│ąŠ čüą╗ąŠčÅ ąĖ ą┐ąŠą╗čāčćąĖčéčī ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮčŗą╣ čüą╗ąŠą╣ čü ąĮąĄą▒ąŠą╗čīčłąĖą╝ čāą│ą╗ąŠą╝ ą║ąŠąĮčéą░ą║čéą░ ąĖ ąĮąĖąĘą║ąĖą╝ čĆą░ąĘą▓ąĄą┤ąĄąĮąĖąĄą╝ 4 ąŠą┤ąĮąŠą┐čĆąŠčģąŠą┤ ąĪą╗ąŠąĖ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ, čüą▓ą░čĆąĄąĮąĮčŗąĄ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü ą┐ą░čĆą░ą╝ąĄčéčĆą░ą╝ąĖ ą┐čĆąŠčåąĄčüčüą░, ą┐ąŠą║ą░ąĘą░ąĮąĮčŗąĄ ą▓ čéą░ą▒ą╗ąĖčåąĄ 4.1, ąĖ č乊čĆą╝ą░ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ ąĖ ą╝ąŠčĆč乊ą╗ąŠą│ąĖąĖ čüą╗ąŠčÅ ąĖ ą┐ąŠą┐ąĄčĆąĄčćąĮąŠąĄ čüąĄč湥ąĮąĖąĄ ą┐ąŠą║ą░ąĘą░ąĮčŗ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.2
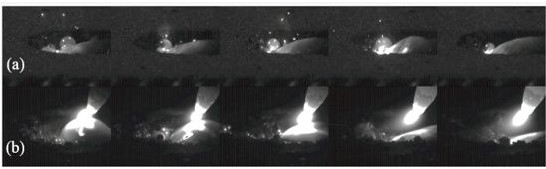
ąĀąĖčüčāąĮąŠą║ 4.2 (A) ą┐ąŠą╗čāčćą░ąĄčéčüčÅ ą┐čāč鹥ą╝ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ čü TIG ą┤čāą│ą░ čü č鹊ą║ąŠą╝ 60a ą║ą░ą║ č鹥ą┐ą╗ąŠ ąĖčüč鹊čćąĮąĖą║. ąÆąĖą┤ąĮąŠ, čćč鹊 ą▓ąĄčüčī čüą▓ą░čĆąĮąŠą╣ čłą░čĆąĖą║ ą┐čĆąĄčĆčŗą▓ą░ąĄčéčüčÅ, ąĖ č乊čĆą╝ą░ čćčĆąĄąĘą▓čŗčćą░ą╣ąĮąŠ ą┐ą╗ąŠčģąŠą╣. ąŁč鹊 . čŹč鹊 ą┐ąŠč鹊ą╝čā čćč鹊 ą║ąŠą│ą┤ą░ . ą×ą┤ąĖąĮ TIG ARC ąĮąĄ ąĖą╝ąĄąĄčé ą╗ą░ąĘąĄčĆąĮąŠą╣ čĆąĄą║ąŠą╝ą▒ąĖąĮą░čåąĖąĖ, ąŠą▒ą╗ą░čüčéčī ą┐ąŠą║čĆčŗčéąĖčÅ ą┤čāą│ąĖ ą▒ąŠą╗čīčłąĄ, 菹ĮąĄčĆą│ąĖčÅ ąĮąĄ čüąŠčüčĆąĄą┤ąŠč鹊č湥ąĮą░, ą░ 菹ĮąĄčĆą│ąĖčÅ ąŠčéąĮąŠčüąĖč鹥ą╗čīąĮąŠ ąĮąĖąĘą║ą░čÅ ą║ąŠą│ą┤ą░ ąóąĄą║čāčēąĖą╣ ą╝ą░ą╗ąĄąĮčīą║ąĖą╣, ąĖ ąŠąĮ ąĮąĄ ą╝ąŠąČąĄčé ąĮąĄ ą╝ąŠąČąĄčé čĆą░čüą┐ą╗ą░ą▓ąĖčéčī ą╝ąĄčéą░ą╗ą╗ąĖč湥čüą║ąĖą╣ ą┐ąŠčĆąŠčłąŠą║ čģąŠčĆąŠčłąŠ. ąóąŠą╗čīą║ąŠ ąĮąĄą▒ąŠą╗čīčłąŠąĄ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ ą┐ąŠčĆąŠčłą║ą░ ą╝ąŠąČąĄčé čĆą░čüą┐ą╗ą░ą▓ąĖčéčī ąĖ ą║ąŠą╝ą▒ąĖąĮąĖčĆąŠą▓ą░čéčī. ą×ą▒čŖąĄą┤ąĖąĮąĖč鹥 čü ą┐ąŠą┤ą╗ąŠąČą║ą░. ąÜčĆąŠą╝ąĄ č鹊ą│ąŠ, čüąĖą╗ą░ ą┤čāą│ąĖ, ą▓čŗąĘą▓ą░ąĮąĮą░čÅ ąĮąĄą┤ąŠčüčéą░č鹊čćąĮąŠ ą║ąŠąĮčåąĄąĮčéčĆąĖčĆąŠą▓ą░ąĮąĮąŠą╣ ąĖ čüčéą░ą▒ąĖą╗čīąĮąŠą╣ ą┤čāą│ąŠą╣, ąĮąĄ č鹊ą╗čīą║ąŠ ąĮąĄ čüą│ą╗ą░ąČąĖą▓ą░ąĄčé ąČąĖą┤ą║ąŠčüčéąĖ čĆą░čüą┐ą╗ą░ą▓ą░ ą┤ą╗čÅ ą┐čĆąŠą┤ą▓ąĖąČąĄąĮąĖčÅ ąĄą│ąŠ čĆą░čüą┐čĆąĄą┤ąĄą╗ąĄąĮąĖčÅ, ąĮąŠ čāą▓ąŠčĆą░ąĄčé ąČąĖą┤ą║ąĖąĄ ą│čĆą░ąĮčāą╗čŗ, ą│ąĄąĮąĄčĆąĖčĆčāąĄą╝čŗąĄ ą▓ąŠ ą▓čĆąĄą╝čÅ ą┐čĆąŠčåąĄčüčü ą┐ą╗ą░ą▓ą╗ąĄąĮąĖčÅ ąĖ, ąĮą░ą║ąŠąĮąĄčå, č乊čĆą╝ąĖčĆčāąĄčé ąŠą┤ąĮąŠą┐čĆąŠčģąŠą┤ čüą▓ą░čĆą║ąĖ čü ą┐čĆąĄčĆčŗą▓ąĖčüčéčŗą╝ č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖąĄ. ą¤ąŠčŹč鹊ą╝čā ąŠą┤ąĖąĮ TIG ARC ąĮąĄ ą┐ąŠą┤čģąŠą┤ąĖčé ą┤ą╗čÅ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖčÅ ą▓ ą║ą░č湥čüčéą▓ąĄ ąŠą▒ą╗ąĖčåąŠą▓ąŠą╣ č鹥ą╝ą┐ąĄčĆą░čéčāčĆčŗ ąśčüč鹊čćąĮąĖą║.
ą×ą┤ąĮąŠą┐čĆąŠčģąŠą┤ ą×ą▒ą╗ąĖčåąŠą▓ąŠčćąĮčŗą╣ čüą╗ąŠą╣, ą┐ąŠą╗čāč湥ąĮąĮčŗą╣ ą┐čāč鹥ą╝ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ Ni60 ą┐ąŠčĆąŠčłąŠą║ čü 900W ą¤ąŠą╗čāą┐čĆąŠą▓ąŠą┤ąĮąĖą║ąŠą▓čŗą╣ ą╗ą░ąĘąĄčĆ ą▓ ą║ą░č湥čüčéą▓ąĄ ąĄą┤ąĖąĮąŠą│ąŠ ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮąŠą│ąŠ ąĖčüč鹊čćąĮąĖą║ą░ č鹥ą┐ą╗ą░ ą┐ąŠą║ą░ąĘą░ąĮ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.2 (b). ą▓ąĖą┤ąĮąŠ, čćč鹊 čģąŠčéčÅ ąĪą╗ąŠą╣ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ čģąŠčĆąŠčłąŠ čüąŠč湥čéą░ąĄčéčüčÅ čü ą┐ąŠą┤ą╗ąŠąČą║ąŠą╣, ą▓ąĄčüčī čüą╗ąŠą╣ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ ą▓čŗčüąŠą║ą░, čāą│ą╗ą░ ą║ąŠąĮčéą░ą║čéą░ ą▒ąŠą╗čīčłąŠą╣, ą░ č乊čĆą╝ą░ ą║čĆą░čÅ ą┐ą╗ąŠčģą░čÅ, čćč鹊 čāą║ą░ąĘčŗą▓ą░ąĄčé ąĮą░ č鹊, čćč鹊 čüą╗ąŠą╣ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ ą┐ą╗ąŠčģąŠ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮčÅąĄčéčüčÅ, čćč鹊 čüąĄčĆčīąĄąĘąĮąŠ ą┐ąŠą▓ą╗ąĖčÅąĄčé ąĮą░ ą│ą╗ą░ą┤ą║ąĖąĄ ą┐ąŠčüą╗ąĄą┤čāčÄčēąĖąĄ ą║ąŠą╗ąĄąĮąĖ ą▓ Multi-Pass ą×ą▒ą╗ąĖčåąŠą▓ą║ą░. ą¤ąŠą╗čāčćąĖčéčī ąĮą░.
ą×ą▒čŗčćąĮąŠ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮąŠąĄ ąĮą░čéčÅąČąĄąĮąĖąĄ ąČąĖą┤ą║ąŠčüčéąĖ ąŠą▒čĆą░čéąĮąŠ ą┐čĆąŠą┐ąŠčĆčåąĖąŠąĮą░ą╗čīąĮą░ č鹥ą╝ą┐ąĄčĆą░čéčāčĆąĄ, ą┐ąŠčŹč鹊ą╝čā, ąĄčüą╗ąĖ č鹥ą╝ą┐ąĄčĆą░čéčāčĆą░ čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčéčüčÅ, ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮąŠąĄ ąĮą░čéčÅąČąĄąĮąĖąĄ ąČąĖą┤ą║ąŠčüčéąĖ čāą╝ąĄąĮčīčłą░ąĄčéčüčÅ, čćč鹊 čāą╗čāčćčłąĖčé čüą╝ą░čćąĖą▓ą░ąĮąĖąĄ ąĖ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖąĄ. ą¤ąŠčŹč鹊ą╝čā ą║ąŠą│ą┤ą░ ąøą░ąĘąĄčĆąĮą░čÅ ą╝ąŠčēąĮąŠčüčéčī čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčéčüčÅ ą┤ąŠ 1500 ąÆčé, č鹥ą╝ą┐ąĄčĆą░čéčāčĆą░ ąČąĖą┤ą║ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą░ ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ ą▓ąŠąĘčĆą░čüčéą░ąĄčé, čćč鹊 ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ čāą╝ąĄąĮčīčłą░ąĄčé ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéčī ąĮą░čéčÅąČąĄąĮąĖąĄ. ąæąŠą╗ąĄąĄ č鹊ą│ąŠ, ą▒ą╗ą░ą│ąŠą┤ą░čĆčÅ čćčĆąĄąĘą▓čŗčćą░ą╣ąĮąŠ ą▓čŗčüąŠą║ąŠą╣ ą╗ą░ąĘąĄčĆąĮąŠą╣ ą╝ąŠčēąĮąŠčüčéąĖ, ą║ąŠą╗ąĖč湥čüčéą▓ąŠ ą┐ąŠčĆąŠčłą║ąŠą▓ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą╗ąĄąĮąĮąŠą│ąŠ čéą░ą║ąČąĄ ąĖą╝ąĄąĄčé ą▒ąŠą╗čīčłąŠąĄ ąĘąĮą░č湥ąĮąĖąĄ, ąĖ ą│čĆą░ą▓ąĖčéą░čåąĖčÅ ąČąĖą┤ą║ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą░ ą┤ąŠčüčéą░č鹊čćąĮąŠ ą▒ąŠą╗čīčłąŠą╣, čćč鹊ą▒čŗ ą╗ąĄą│ą║ąŠ ą┐čĆąĄąŠą┤ąŠą╗ąĄčéčī ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮąŠąĄ ąĮą░čéčÅąČąĄąĮąĖąĄ ąĖ čĆą░čüą┐čĆąĄą┤ąĄą╗čÅąĄčé ąČąĖą┤ą║ąŠčüčéčī čĆą░čüą┐ą╗ą░ą▓ą░ ąĖ, ąĮą░ą║ąŠąĮąĄčå, ąŠą▒čĆą░ąĘčāąĄčé ąŠą▒ą╗ąĖčåąŠą▓ą║čā čü čģąŠčĆąŠčłąĖą╝ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖąĄą╝. ąĖ ąĮąĄą▒ąŠą╗čīčłąŠą╣ ą║ąŠąĮčéą░ą║čé čāą│ąŠą╗.
ą×ą┤ąĮąŠą┐čĆąŠčģąŠą┤ ą×ą▒ą╗ąĖčåąŠą▓ąŠčćąĮčŗą╣ čüą╗ąŠą╣, ą┐ąŠą╗čāč湥ąĮąĮčŗą╣ ą┐čāč鹥ą╝ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ Ni60 ą┐ąŠčĆąŠčłąŠą║ čü 1500W ą¤ąŠą╗čāą┐čĆąŠą▓ąŠą┤ąĮąĖą║ąŠą▓čŗą╣ ą╗ą░ąĘąĄčĆ ą▓ ą║ą░č湥čüčéą▓ąĄ ąŠą┤ąĮąŠčĆą░ąĘąŠą▓ąŠą│ąŠ ąĖčüč鹊čćąĮąĖą║ą░ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ ą┐ąŠą║ą░ąĘą░ąĮ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.2 (C). ą£ąŠąČąĮąŠ ą▓ąĖą┤ąĄčéčī, čćč鹊 ą▓ ą▓čŗčüąŠą║ąŠą╣ ą╝ąŠčēąĮąŠčüčéąĖ ą╗ą░ąĘąĄčĆą░ čüą╗ąŠą╣ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ čüą║ą▓ą░ąČąĖąĮčŗ čüą║ą▓ą░ąČąĖąĮčŗ, ąĖ čāą│ąŠą╗ ą║ąŠąĮčéą░ą║čéą░ ąĮąĄą▒ąŠą╗čīčłąŠą╣, ąĮąŠ ąŠą▒ą╗ą░čüčéčī ą╝ą░čéčĆąĖčåčŗ ąĖą╝ąĄąĄčé ą▒ąŠą╗čīčłčāčÄ ą│ą╗čāą▒ąĖąĮčā ą┐čĆąŠąĮąĖą║ąĮąŠą▓ąĄąĮąĖčÅ, ąĖ čüą║ąŠčĆąŠčüčéčī čĆą░ąĘą▒ą░ą▓ą╗ąĄąĮąĖčÅ - ą▓čŗčłąĄ. ąĪčāčēąĄčüčéą▓čāąĄčé ą┐čĆąŠą▒ą╗ąĄą╝ą░, čćč鹊 čüąŠčüčéą░ą▓ čüą┐ą╗ą░ą▓ą░ čüą╗ąŠą│ąŠą▓ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ čĆą░ąĘą▒ą░ą▓ą╗čÅčÄčé ą╝ą░čéčĆąĖčåą░. ąÜčĆąŠą╝ąĄ č鹊ą│ąŠ, ą╝ąĮąŠą│ąĖąĄ čéčĆąĄčēąĖąĮčŗ, ą┐ąĄčĆą┐ąĄąĮą┤ąĖą║čāą╗čÅčĆąĮčŗąĄ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÄ čüą║ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ, čéą░ą║ąČąĄ ą╝ąŠą│čāčé ą▒čŗčéčī č湥čéą║ąŠ ąĮą░ą▒ą╗čÄą┤ą░čÄčéčüčÅ čü ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ čüą╗ąŠčÅ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ, ą║ąŠč鹊čĆčŗąĄ ą▓čŗąĘą▓ą░ąĮčŗ ą▒ąŠą╗ąĄąĄ ą▓čŗčüąŠą║ąĖą╝ ą│čĆą░ą┤ąĖąĄąĮč鹊ą╝ č鹥ą╝ą┐ąĄčĆą░čéčāčĆčŗ ąĖ ą▒ąŠą╗čīčłąĖą╝ ąŠčüčéą░č鹊čćąĮčŗą╝ ąĮą░ą┐čĆčÅąČąĄąĮąĖąĄą╝, ą┐čĆąĖą▓ąĄą┤ąĄąĮąĮčŗą╝ ą▓čŗčüąŠą║ąĖą╝ ą╗ą░ąĘąĄčĆąŠą╝ Power.
ąĪą╗ąŠą╣ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ, ą┐ąŠą╗čāč湥ąĮąĮčŗą╣ ą║ąŠą╝ą┐ąŠąĘąĖčéąĮąŠą╣ ąŠą▒ąŠą╗ąŠčćą║ąŠą╣ 900W ą╗ą░ąĘąĄčĆ ąĖ 60A TIG . ąöčāą│ą░ ą┐ąŠą║ą░ąĘą░ąĮą░ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.2 (d). ą£ąŠąČąĮąŠ č湥čéą║ąŠ ą▓ąĖą┤ąĄčéčī, čćč鹊 čüą╗ąŠą╣ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ čüą║ą▓ą░ąČąĖąĮčŗ čüą║ą▓ą░ąČąĖąĮčŗ, ąĖ čāą│ąŠą╗ ą║ąŠąĮčéą░ą║čéą░ ą╝ą░ą╗ąĄąĮčīą║ąĖą╣, čćč鹊 ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ ą╗čāčćčłąĄ č湥ą╝ 900W . ą╗ą░ąĘąĄčĆąĮą░čÅ ąŠą▒ą╗ąĖčåąŠą▓ą║ą░ ą¤ąŠą╗čāč湥ąĮąĮą░čÅ ąŠą▒ą╗ąĖčåąŠą▓ą║ą░ čüą╗ąŠą╣ ąĖą╝ąĄąĄčé ą╗čāčćčłąĖą╣ čŹčäč乥ą║čé č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖčÅ č湥ą╝ ą×ą┤ąĖąĮąŠčćąĮčŗą╣ čüą╗ąŠą╣, ą┐ąŠą╗čāč湥ąĮąĮčŗą╣ 1500W ąøą░ąĘąĄčĆąĮą░čÅ ąŠą▒ąŠą╗ąŠčćą║ą░, ą░ ą│ą╗čāą▒ąĖąĮą░ ą┐čĆąŠąĮąĖą║ąĮąŠą▓ąĄąĮąĖčÅ ąĮąĄ ą▓ąĄą╗ąĖą║ą░, ą░ čüą║ąŠčĆąŠčüčéčī čĆą░ąĘą▒ą░ą▓ą╗ąĄąĮąĖčÅ ąĮąĖąĘą║ą░čÅ, čćč鹊 čÅą▓ą╗čÅąĄčéčüčÅ ąĖą┤ąĄą░ą╗čīąĮčŗą╝ čüą╗ąŠąĄą╝ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖąĄ. ą×čüč鹊čĆąŠąČąĮąŠ ąĮą░ą▒ą╗čÄą┤ą░ą╣č鹥 ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéčī ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮąŠą│ąŠ čüą╗ąŠčÅ, ąĖ ąĮąĖą║ą░ą║ąĖčģ ąŠč湥ą▓ąĖą┤ąĮčŗčģ čéčĆąĄčēąĖąĮ ą▒čŗą╗ąĖ ąĮą░čłą╗ąĖ. ąŁč鹊 . čŹč鹊 ą┐ąŠč鹊ą╝čā čćč鹊 ą▓ąŠ-ą┐ąĄčĆą▓čŗčģ, ą┤ąŠą▒ą░ą▓ą╗ąĄąĮąĖąĄ TIG ARC ąŻą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčé č鹥ą┐ą╗ąŠą▓ąŠą╣ ą▓čģąŠą┤ ąĖ čāą╝ąĄąĮčīčłą░ąĄčé ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮąŠąĄ ąĮą░čéčÅąČąĄąĮąĖąĄ ąČąĖą┤ą║ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą░, ą░ čāąĮąĖą║ą░ą╗čīąĮąŠąĄ čĆą░čüą┐čĆąĄą┤ąĄą╗ąĄąĮąĖąĄ 菹ĮąĄčĆą│ąĖąĖ, ąŠą▒čĆą░ąĘąŠą▓ą░ą▓čłąĄąĄčüčÅ ą║ąŠą╝ą▒ąĖąĮą░čåąĖąĄą╣ ą┤ą▓čāčģ ąĖčüč鹊čćąĮąĖą║ąŠą▓ č鹥ą┐ą╗ą░, čüą┐ąŠčüąŠą▒čüčéą▓čāąĄčé čüąĮąĖąČąĄąĮąĖčÄ ąŠčüčéą░č鹊čćąĮąŠą│ąŠ ąĮą░ą┐čĆčÅąČąĄąĮąĖčÅ ąĖ čüąĮąĖąČąĄąĮąĖčÅ ą▓ąŠąĘąĮąĖą║ąĮąŠą▓ąĄąĮąĖčÅ ą▓čģąŠąČą┤ąĄąĮąĖčÅ čéčĆąĄčēąĖąĮčŗ. ąÜčĆąŠą╝ąĄ č鹊ą│ąŠ, TIG ąóąĄą║čāčēąĖą╣ ą┐čĆąĖąĮąŠčüąĖčé ą┤ąŠą┐ąŠą╗ąĮąĖč鹥ą╗čīąĮčāčÄ čüąĖą╗čā ą▓ ą┐čĆąŠčåąĄčüčü ą┐ą╗ą░ą▓ą╗ąĄąĮąĖčÅ ąĖ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖčÅ, ą░ ą┐ąŠą┤ ą┤ąĄą╣čüčéą▓ąĖąĄą╝ ą╗ą░ąĘąĄčĆą░ ą┤čāą│ą░ čüąČąĖą╝ą░ąĄčéčüčÅ ąĖ čüčéą░ą▒ąĖą╗ąĖąĘąĖčĆčāąĄčéčüčÅ, ą░ čüąĖą╗ą░ čüčéą░ąĮąŠą▓ąĖčéčüčÅ ą║ąŠąĮčåąĄąĮčéčĆąĖčĆąŠą▓ą░ąĮąĮąŠą╣, čćč鹊 čüą┐ąŠčüąŠą▒čüčéą▓čāąĄčé ą┐ą╗ą░ą▓ą╗ąĄąĮąĖčÄ ąĖ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖčÄ ą┐čĆąŠčåąĄčüčü. ą¤čĆąĖ ą║ąŠą╝ą▒ąĖąĮąĖčĆąŠą▓ą░ąĮąĮąŠą╝ ą┤ąĄą╣čüčéą▓ąĖąĖ ą▓čŗčłąĄčāą║ą░ąĘą░ąĮąĮčŗčģ ą┤ą▓čāčģ čäą░ą║č鹊čĆąŠą▓ čÅą▓ą╗čÅąĄčéčüčÅ ą▒ąŠą╗ąĄąĄ ąĖą┤ąĄą░ą╗čīąĮčŗą╝ ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖąĄą╝ čüą╗ąŠąĄą▓ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ č乊čĆą╝ąĖčĆčāąĄčéčüčÅ
ą¦č鹊ą▒čŗ ąĖą╝ąĄčéčī ą▓ąŠąĘą╝ąŠąČąĮąŠčüčéčī č湥čéą║ąŠ čüąŠą▒ą╗čÄą┤ą░čéčī čĆą░ąĘąĮąĖčåčā ą╝ąĄąČą┤čā ą┐čĆąŠčåąĄčüčüąŠą╝ č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖčÅ ąŠą▒ą╗ąĖčåąŠą▓ąŠą║ ą┐ąŠą┤ ąŠą┤ąĮąĖą╝ ąĖčüč鹊čćąĮąĖą║ąŠą╝ ą╗ą░ąĘąĄčĆąĮąŠą│ąŠ č鹥ą┐ą╗ą░ ąĖ ą║ąŠą╝ą┐ąŠąĘąĖčéąĮčŗą╝ ąĖčüč鹊čćąĮąĖą║ąŠą╝ č鹥ą┐ą╗ą░, ą▓čŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮą░čÅ ą║ą░ą╝ąĄčĆą░ čĆą░čüą┐ąŠą╗ąŠąČąĄąĮą░ ą┐ąĄčĆą┐ąĄąĮą┤ąĖą║čāą╗čÅčĆąĮąŠ ąĮą░ą┐čĆą░ą▓ą╗ąĄąĮąĖčÄ čüą║ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ, ą░ čéą░ą║ąČąĄ ąĮą░ čāą│ąŠą╗ ą╝ąĄąČą┤čā ą║ą░ą╝ąĄčĆąŠą╣ ąĖ ą│ąŠčĆąĖąĘąŠąĮčéą░ą╗čīąĮąŠą╣ ą┐ą╗ąŠčüą║ąŠčüčéčīčÄ. ą║ą░ą║ ą╝ąŠąČąĮąŠ ą╝ąĄąĮčīčłąĄ, čćč鹊ą▒čŗ ąĮą░ą▒ą╗čÄą┤ą░čéčī ąĖąĘą╝ąĄąĮąĄąĮąĖčÅ ą▓ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖąĄ. ąĪč乊č鹊ą│čĆą░čäąĖčĆčāą╣č鹥 ąĘąŠąĮčā ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ ąĖ ą▓čŗčĆąĄąČčīč鹥 ą║ą░ą┤čĆčŗ čü ą║ą╗čÄč湥ą▓čŗą╝ąĖ čäčāąĮą║čåąĖčÅą╝ąĖ ą┤ą╗čÅ čüąŠčĆčéąĖčĆąŠą▓ą║ą░. ąĀąĖčüčāąĮąŠą║ 4.3 čÅą▓ą╗čÅąĄčéčüčÅ ą▓čŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮčŗą╝ čüčĆą░ą▓ąĮąĄąĮąĖąĄą╝ ą║ą░ą╝ąĄčĆčŗ 900W ąøą░ąĘąĄčĆąĮčŗą╣ ąĖčüč鹊čćąĮąĖą║ č鹥ą┐ą╗ą░ ąĖ 900W ą╗ą░ąĘąĄčĆ ąĖ 60A TIG . ARC Composite Heat Source ą×ą▒ą╗ąĖčåąŠą▓ą║ą░. ąÆąĖą┤ąĮąŠ, čćč鹊 ą┐čĆąŠčåąĄčüčü ą┐ą╗ą░ą▓ą╗ąĄąĮąĖčÅ ą┐ąŠčĆąŠčłą║ą░ ąĖ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖčÅ ą┐čĆąĖ ąŠą┤ąĮąŠą│ąŠ ąĖčüč鹊čćąĮąĖą║ą░ ą╗ą░ąĘąĄčĆąĮąŠą│ąŠ č鹥ą┐ą╗ą░ ąĖ ą║ąŠą╝ą┐ąŠąĘąĖčéąĮčŗą╣ ąĖčüč鹊čćąĮąĖą║ č鹥ą┐ą╗ą░ ą▓ą┐ąŠą╗ąĮąĄ ąŠčéą╗ąĖčćą░ąĄčéčüčÅ. ąĪ ąŠą┤ąĮąĖą╝ ąĖčüč鹊čćąĮąĖą║ąŠą╝ ą╗ą░ąĘąĄčĆąĮąŠą│ąŠ č鹥ą┐ą╗ą░, ą┐ąŠčĆąŠčłąŠą║ ą▓ą┐ąĄčĆą▓čŗąĄ čĆą░čüą┐ą╗ą░ą▓ą╗čÅąĄčéčüčÅ ą▓ ąĮąĄą║ąŠč鹊čĆčŗąĄ ąĮąĄą▒ąŠą╗čīčłąĖąĄ čłą░čĆąĖą║ąĖ ą┐ąŠą┤ ąŠą▒ą╗čāč湥ąĮąĖąĄą╝ ą╗ą░ąĘąĄčĆą░, ą░ ąĘą░č鹥ą╝ čŹčéąĖ ą╝ą░ą╗ąĄąĮčīą║ąĖąĄ čłą░čĆąĖą║ąĖ, ą║ąŠąĮčéą░ą║čéąĮčŗąĄ ąĖ ą┐čĆąĄą┤ąŠčģčĆą░ąĮąĖč鹥ą╗ąĖ ąĖ čĆą░čüčéčāčé ą▓ą▓ąĄčĆčģ, ą░ ąĮąŠą▓čŗąĄ čĆą░čüą┐ą╗ą░ą▓ą╗ąĄąĮąĮčŗąĄ čłą░čĆąĖą║ąĖ ąĮąĄą┐čĆąĄčĆčŗą▓ąĮąŠ čĆą░čüč鹊ą┐ą╗ąĄąĮčŗ ą▓ ąĖčģ ąĪ čüč鹊čĆąŠąĮčŗ, čćč鹊ą▒čŗ čüč乊čĆą╝ąĖčĆąŠą▓ą░čéčī ą▒ąŠą╗čīčłčāčÄ ąČąĖą┤ą║ąŠčüčéčī ąĀą░čüą┐ą╗ą░ą▓. . . ąØą░ ąŠą┐čĆąĄą┤ąĄą╗ąĄąĮąĮąŠą╣ čüą║ąŠčĆąŠčüčéąĖ čüą║ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ ą┐ąĄčĆąĄą┤ąĮąĖą╣ ą║ąŠąĮąĄčå ąČąĖą┤ą║ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą░ ąĮąĄą┐čĆąĄčĆčŗą▓ąĮąŠ čéą░ąĄčé ąĖ ą┐čĆąŠčģąŠą┤ąĖčé ą▓ą┐ąĄčĆąĄą┤, ą░ ąĘą░ą┤ąĮąĖą╣ ą║ąŠąĮąĄčå ąĘą░čéą▓ąĄčĆą┤ąĄą▓ą░ąĄčé, ąĮą░ą║ąŠąĮąĄčå-č鹊 ąŠą▒čĆą░ąĘčāčÅ ą┐ąŠą╗ąĮčŗą╣ ąŠą┤ąĮąŠą┐čĆąŠčģąŠą┤ąĮąŠą╣ ą×ą▒ą╗ąĖčåąŠą▓ą║ą░ čüą╗ąŠą╣. ąśąĘ ą▓čŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮčŗčģ čüą║čĆąĖąĮčłąŠč鹊ą▓ ą║ą░ą╝ąĄčĆčŗ ąĮąĄčé ąŠč湥ą▓ąĖą┤ąĮčŗčģ ąĖąĘą╝ąĄąĮąĄąĮąĖą╣ ą▓ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖąĖ ą▓čüąĄą│ąŠ ą┐čĆąŠčåąĄčüčüą░, ą║ą░ą║ ą┐ąŠą║ą░ąĘą░ąĮąŠ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.3 (A). ą¤ąŠą┤ ą┤ąĄą╣čüčéą▓ąĖąĄą╝ ą║ąŠą╝ą┐ąŠąĘąĖčéąĮąŠą│ąŠ ąĖčüč鹊čćąĮąĖą║ą░ č鹥ą┐ą╗ą░ ą╗ą░ąĘąĄčĆ čĆą░čüą┐ą╗ą░ą▓ą╗čÅąĄčé ą┐ąŠčĆąŠčłąŠą║ ąĮą░ čäčĆąŠąĮč鹥, čćč鹊ą▒čŗ čüč乊čĆą╝ąĖčĆąŠą▓ą░čéčī ąČąĖą┤ą║ąŠąĄ čĆą░čüą┐ą╗ą░ą▓ą╗ąĄąĮąĖąĄ, ąĖ ą┤čāą│ą░ ą▒čŗčüčéčĆąŠ čüą┐ą╗čÄčēąĖą▓ą░ąĄčé ąČąĖą┤ą║ąŠčüčéčī čĆą░čüą┐ą╗ą░ą▓ą░ ąŠčé čüą┐ąĖąĮčŗ ą║ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖčÄ ąś . ąŁč鹊 ą╝ąŠąČąĄčé ą▒čŗčéčī č湥čéą║ąŠ ą▓ąĖą┤ąĮąŠ ąĖąĘ ą▓čŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮąŠą╣ ą║ą░ą╝ąĄčĆčŗ ąĪą║čĆąĖąĮčłąŠčéčŗ ąóąŠ, čćč鹊 čüčāčēąĄčüčéą▓čāąĄčé ą┐ąĄčĆąĄčģąŠą┤ ąŠčé ą┐ą╗ąŠčģąĖčģ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖą╣ ą║ ą┐čĆąĄą▓ąŠčüčģąŠą┤ąĮąŠą╝čā čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖčÄ ą▓ ą┐čĆąŠčåąĄčüčüąĄ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓ąĖąĖ čü ą║ąŠą╝ą┐ąŠąĘąĖčéąĮčŗą╝ ąĖčüč鹊čćąĮąĖą║ąŠą╝ č鹥ą┐ą╗ą░, ą║ą░ą║ ą┐ąŠą║ą░ąĘą░ąĮąŠ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.3 (b).
2. . ą¤čĆąĖąĮčāą┤ąĖč鹥ą╗čīąĮčŗą╣ ą░ąĮą░ą╗ąĖąĘ ąČąĖą┤ą║ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą░ ą┐ąŠą┤ ą┤ąĄą╣čüčéą▓ąĖąĄą╝ TIG ą┤čāą│ą░
ąĪąŠą│ą╗ą░čüąĮąŠ 菹╗ąĄą║čéčĆąŠą╝ą░ą│ąĮąĖčéąĮąŠą╝čā čāčüą░ą┤ąŠčćąĮąŠą╝čā čŹčäč乥ą║čéčā, ą║ąŠą│ą┤ą░ ąóąĄą║čāčēąĖąĄ ą┐ąŠč鹊ą║ąĖ č湥čĆąĄąĘ ą┐čĆąŠą▓ąŠą┤ąĮąĖą║, ąŠąĮ ą╝ąŠąČąĄčé čĆą░čüčüą╝ą░čéčĆąĖą▓ą░čéčīčüčÅ ą║ą░ą║ čüąŠčüč鹊ąĖčé ąĖąĘ ą╝ąĮąŠą│ąĖčģ ą┐ą░čĆą░ą╗ą╗ąĄą╗čīąĮčŗčģ č鹊ą║ąŠą▓ ą╗ąĖąĮąĖąĖ. ąŁčéąĖ . ą¤ą░čĆą░ą╗ą╗ąĄą╗čīąĮčŗąĄ č鹥ą║čāčēąĖąĄ ą╗ąĖąĮąĖąĖ ą┐čĆąĖą▓ą╗ąĄą║čāčé ą┤čĆčāą│ ą┤čĆčāą│ą░, čćč鹊ą▒čŗ ą┐ąŠą┐ąĄčĆąĄčćąĮąŠąĄ čüąĄč湥ąĮąĖąĄ, ą║ą░ą║ ą┐čĆą░ą▓ąĖą╗ąŠ, čāčüą░ą┤ą║ą░. ą¤ąŠą╗čāč湥ąĮąĮčāčÄ čüąĖą╗čā ąĮą░ąĘčŗą▓ą░ąĄčéčüčÅ čŹą╗ąĄą║čéčĆąŠą╝ą░ą│ąĮąĖčéąĮčŗą╝ čāčüą░ą┤ą║ą░ą╝ąĖ. čüąĖą╗ą░ [50]. TIG . ąöčāą│ą░ - ą║ąŠąĮąĖč湥čüą║ąĖą╣ ą│ą░ąĘąŠąŠą▒čĆą░ąĘąĮčŗą╣ ą┐čĆąŠą▓ąŠą┤ąĮąĖą║ čü ą┐ąĄčĆąĄą╝ąĄąĮąĮčŗą╝ ą┐ąŠą┐ąĄčĆąĄčćąĮčŗą╝ čüąĄč湥ąĮąĖąĄą╝ ąöąĖą░ą╝ąĄčéčĆ. ąöąĖą░ą╝ąĄčéčĆ ą┐ąŠą┐ąĄčĆąĄčćąĮąŠą│ąŠ čüąĄč湥ąĮąĖčÅ ą┤čāą│ąĖ ąĮąĄą▓ąĄą╗ąĖą║ ą▓ą▒ą╗ąĖąĘąĖ ą║ąŠąĮčćąĖą║ą░ ą▓ąŠą╗čīčäčĆą░ą╝ąŠą▓ąŠą│ąŠ 菹╗ąĄą║čéčĆąŠą┤ą░, ą░ ą┤ąĖą░ą╝ąĄčéčĆ ą┐ąŠą┐ąĄčĆąĄčćąĮąŠą│ąŠ čüąĄč湥ąĮąĖčÅ ą┤čāą│ąĖ ą▒ąŠą╗čīčłąĄ čĆčÅą┤ąŠą╝ čü ąĘą░ą│ąŠč鹊ą▓ą║ąŠą╣ ą║ąŠąĮąĄčå. ąĀą░ąĘąĮąĖčåą░ ą▓ ą┤ąĖą░ą╝ąĄčéčĆąĄ ą▓ąĄčĆčģąĮąĖčģ ąĖ ąĮąĖąČąĮąĖčģ čüąĄč湥ąĮąĖčÅ ą¤čĆąĖą▓ąŠą┤ąĖčé ą║ č鹊ą╝čā, čćč鹊 čĆą░ąĘąĮąŠčüčéčī ą┤ą░ą▓ą╗ąĄąĮąĖčÅ, ą║ąŠč鹊čĆąŠąĄ ą▒čāą┤ąĄčé čüąŠąĘą┤ą░ą▓ą░čéčī ąŠčüąĄą▓ąŠą╣ čüąŠčüčéą░ą▓ą╗čÅčÄčēąĖą╣ čüąĖą╗ 菹╗ąĄą║čéčĆąŠą╝ą░ą│ąĮąĖčéąĮąŠą│ąŠ čüąČą░čéąĖčÅ ąŠčé ąĮą░ą║ąŠąĮąĄčćąĮąĖą║ą░ ą▓ąŠą╗čīčäčĆą░ą╝ąŠą▓ąŠą│ąŠ ą┐ąŠą╗čÄčüą░ ą║ ąĘą░ą│ąŠč鹊ą▓ą║ąĄ, ą║ąŠč鹊čĆą░čÅ čÅą▓ą╗čÅąĄčéčüčÅ čŹą╗ąĄą║čéčĆąŠą╝ą░ą│ąĮąĖčéąĮčŗą╝ čüčéą░čéąĖč湥čüą║ąĖą╝ ą┤ą░ą▓ą╗ąĄąĮąĖąĄą╝. ąóą░ą║ąČąĄ TIG ARC ą▓ą▓ąŠą┤ąĖčé čüąĖą╗čā ą┐ą╗ą░ąĘą╝čŗ ąĖ ąĘą░čēąĖčēą░čéčī čüąĖą╗ ą┤čāąĄčé ą│ą░ąĘą░ ą┤ą╗čÅ ą▓čüąĄą│ąŠ ą┤ąĖąĮą░ą╝ąĖč湥čüą║ąŠą│ąŠ ą┐čĆąŠčåąĄčüčü. ąÆčŗčłąĄčāą║ą░ąĘą░ąĮąĮčŗąĄ čéčĆąĖ čüąĖą╗čŗ ą╝ąŠą│čāčé čüą┐ąŠčüąŠą▒čüčéą▓ąŠą▓ą░čéčī ą┐čĆąŠčåąĄčüčüčā ą┐ąĄčĆąĄą╝ąĄčēąĄąĮąĖčÅ ąĖ čüčģąŠą┤ąĖą╝ąŠčüčéąĖ ąČąĖą┤ą║ąĖčģ ą│čĆą░ąĮčāą╗ ąĖ ą┐ąĄčĆąĄą╝ąĄčłąĖą▓ą░čÄčé čĆą░čüą┐ą╗ą░ą▓ą╗ąĄąĮąĮčŗą╣ ą▒ą░čüčüąĄą╣ąĮ ą┤ą╗čÅ ą┐čĆąŠą┤ą▓ąĖąČąĄąĮąĖčÅ ą┐ąŠč鹊ą║ą░, čćč鹊 čāą╗čāčćčłą░ąĄčé čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖąĄ ąČąĖą┤ą║ąŠčüčéąĖ čĆą░čüą┐ą╗ą░ą▓ą░. ą×ą▒čēą░čÅ ą┤ąĖą░ą│čĆą░ą╝ą╝ą░ čüąĖą╗čŗ ą┐ąŠą║ą░ąĘą░ąĮą░ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.4.
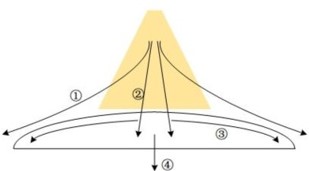
ąĀąĖčüčāąĮąŠą║ 4.4 ąĪčģąĄą╝ą░čéąĖč湥čüą║ą░čÅ čüčģąĄą╝ą░ ą┐čĆąĖąĮčāą┤ąĖč鹥ą╗čīąĮąŠą│ąŠ ą░ąĮą░ą╗ąĖąĘą░ ąČąĖą┤ą║ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą░ ą┐ąŠą┤ ą┤ąĄą╣čüčéą▓ąĖąĄą╝ TIG ą┤čāą│ą░
1. . čüąĖą╗ą░ ą┐ą╗ą░ąĘą╝čŗ ąĖ 菹║čĆą░ąĮąĖčĆąŠą▓ą░ąĮąĖąĄ ą│ą░ąĘą░ ą┤čāąĄčé čüąĖą╗ą░; 2. . 菹╗ąĄą║čéčĆąŠą╝ą░ą│ąĮąĖčéąĮąŠąĄ čüčéą░čéąĖč湥čüą║ąŠąĄ ą┤ą░ą▓ą╗ąĄąĮąĖąĄ; 3. . ą¤ąŠč鹊ą║ ąČąĖą┤ą║ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą░ ąĮą░ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéčī; 4. . čüąĖą╗ą░ čéčÅąČąĄčüčéąĖ
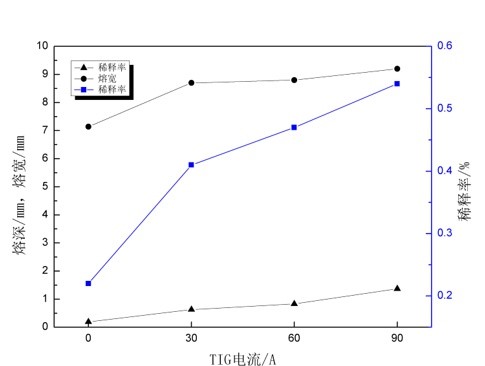
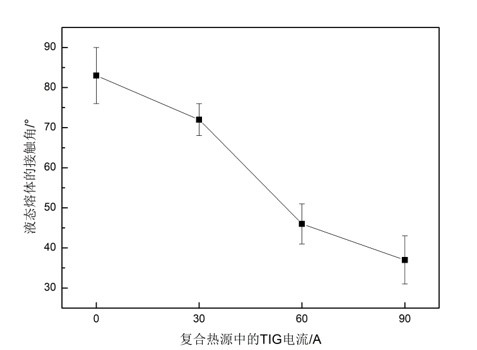
ąĪąŠą│ą╗ą░čüąĮąŠ ą┐ą░čĆą░ą╝ąĄčéčĆą░ą╝ ą▓ čéą░ą▒ą╗ąĖčåąĄ 4.2, A ąŠą┤ąĮąŠą┐čĆąŠčģąŠą┤ ą×ą▒ą╗ąĖčåąŠą▓ą║ą░ Ni60 ą¤ąŠčĆąŠčłą║ąŠą▓čŗą╣ č鹥čüčé ą┐čĆąŠą▓ąŠą┤ąĖą╗čüčÅ ąĮą░ 304 ą¤ąŠą┤ą╗ąŠąČą║ą░ ąĖąĘ ąĮąĄčƹȹ░ą▓ąĄčÄčēąĄą╣ čüčéą░ą╗ąĖ čü ą┐ąŠą╗čāą┐čĆąŠą▓ąŠą┤ąĮąĖą║ąŠą▓čŗą╝ ą╗ą░ąĘąĄčĆąŠą╝ ąĖ A TIG ąĪąŠčüčéą░ą▓ąĮąŠąĄ č鹥ą┐ą╗ąŠ ąśčüč鹊čćąĮąĖą║. ą¤ąŠą╗čāč湥ąĮąĮčŗą╣ čüą╗ąŠą╣ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ ąĖ ąĄą│ąŠ čüąŠąŠčéą▓ąĄčéčüčéą▓čāčÄčēąĄąĄ ą┐ąŠą┐ąĄčĆąĄčćąĮąŠąĄ čüąĄč湥ąĮąĖąĄ ą┐ąŠą║ą░ąĘą░ąĮčŗ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.6.
ąŁč鹊 ą▓ąĖą┤ąĮąŠ ąĖąĘ čĆąĖčüčāąĮą║ą░ 4.6 čćč鹊 čłąĖčĆąĖąĮą░ ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮąŠą│ąŠ čüą╗ąŠčÅ, ą┐ąŠą╗čāč湥ąĮąĮąŠą│ąŠ ą┐čĆąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ ą┤čāą│ąĖ ą║ąŠą╝ą┐ąŠąĘąĖčéąĮčŗą╣ ąĖčüč鹊čćąĮąĖą║ č鹥ą┐ą╗ą░ ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ ą▓čŗčłąĄ č湥ą╝ ąĪąŠąŠčéąĮąŠčłąĄąĮąĖąĄ čüą╗ąŠčÅ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ, ą┐ąŠą╗čāč湥ąĮąĮąŠą│ąŠ ą┐ąŠą┤ ąŠą┤ąĮąĖą╝ ą╗ą░ąĘąĄčĆąĮčŗą╝ č鹥ą┐ą╗ąŠą╝ ąśčüč鹊čćąĮąĖą║. ąöčĆčāą│ą░čÅ ąŠč湥ą▓ąĖą┤ąĮą░čÅ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖą║ą░ čüąŠčüč鹊ąĖčé ą▓ č鹊ą╝, čćč鹊 ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéčī čüą╗ąŠčÅ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ, ą┐ąŠą╗čāč湥ąĮąĮąŠą╣ čüąŠčüčéą░ą▓ąĮąŠą╣ ąŠą▒ąŠą╗ąŠčćą║ąŠą╣ ąĖčüč鹊čćąĮąĖą║ą░ č鹥ą┐ą╗ą░, ąŠčéąĮąŠčüąĖč鹥ą╗čīąĮąŠ ą┐ą╗ąŠčüą║ą░čÅ, ą▓ ąŠčéą╗ąĖčćąĖąĄ ąŠčé ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮąŠą│ąŠ čüą╗ąŠčÅ, ą┐ąŠą╗čāč湥ąĮąĮąŠą│ąŠ ąŠą┤ąĮąĖą╝ ąĖčüč鹊čćąĮąĖą║ąŠą╝ ą╗ą░ąĘąĄčĆąĮąŠą│ąŠ č鹥ą┐ą╗ą░, ą║ąŠč鹊čĆčŗą╣ ą▓čŗčłąĄ, č湥ą╝ ą┐ąŠą┤ą╗ąŠąČą║ą░. ąĖ. ąÜą░ą║ TIG č鹊ą║ čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčéčüčÅ čü 30A ą┤ąŠ 60ąÉ, č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖąĄ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ čüą╗ąŠčÅ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ čüčéą░ą╗ą░ ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ ą▒ąŠą╗ąĄąĄ ą│ą╗ą░ą┤ą║ąŠą╣, ąĮąŠ ą│ą╗čāą▒ąĖąĮą░ ą┐čĆąŠąĮąĖą║ąĮąŠą▓ąĄąĮąĖčÅ ąĖ čüą║ąŠčĆąŠčüčéčī čĆą░ąĘą▒ą░ą▓ą╗ąĄąĮąĖčÅ ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮąŠą│ąŠ čüą╗ąŠčÅ ąĮą░čģąŠą┤čÅčéčüčÅ čāą▓ąĄą╗ąĖč湥ąĮčŗ. ąŁč鹊 . čŹč鹊 ą┐ąŠč鹊ą╝čā čćč鹊 ą¦ąĄą╝ ą▓čŗčłąĄ TIG ąóąŠą║ ą┐čĆąĖąĮąŠčüąĖčé ą▒ąŠą╗čīčłčāčÄ čāčüąĖą╗ąĖąĄ ą┤čāą│ąĖ, ą║ąŠč鹊čĆą░čÅ ą┐ąŠčüč鹊čÅąĮąĮąŠ ą▓ąĘą▓ąŠą╗ąĮąŠą▓ą░ąĮą░ čĆą░čüą┐ą╗ą░ą▓ą╗ąĄąĮąĮčŗą╝ ą┐čāą╗ąŠą╝, čćč鹊 ąĄčēąĄ ą▒ąŠą╗čīčłąĄ čüą┐ą╗čÄčēą░ąĄčé ąČąĖą┤ą║ąŠčüčéąĖ čĆą░čüą┐ą╗ą░ą▓ą░, ąĮąŠ čéą░ą║ąČąĄ čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčé ą│ą╗čāą▒ąĖąĮčā ą┐čĆąŠąĮąĖą║ąĮąŠą▓ąĄąĮąĖčÅ, čéą░ąĄčé ą▒ąŠą╗čīčłąĄ ą▒ą░ąĘąŠą▓ąŠą│ąŠ ą╝ąĄčéą░ą╗ą╗ą░ ąĖ ą▓ą╗ąĖčÅąĄčé ąĮą░ ąŠą▒ąŠą╗ąŠčćą║čā čüą╗ąŠą╣. ąśąĮą│čĆąĄą┤ąĖąĄąĮčéčŗ ą▓čŗąĘčŗą▓ą░čÄčé čĆą░ąĘą▓ąĄą┤ąĄąĮąĖąĄ. ąÜąŠą│ą┤ą░ . TIG ąóąŠą║ ą┐ąŠą┤ąĮąĖą╝ą░ąĄčéčüčÅ ą┤ąŠ 90ąÉ, ą▓ąĖą┤ąĮąŠ, čćč鹊 ą│ą╗čāą▒ąĖąĮą░ ą┐čĆąŠąĮąĖą║ąĮąŠą▓ąĄąĮąĖčÅ ąŠč湥ąĮčī ą▒ąŠą╗čīčłąŠą╣. ąÆ čŹč鹊 ą▓čĆąĄą╝čÅ ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮčŗą╣ čüą╗ąŠą╣ ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ čĆą░ąĘą▒ą░ą▓ą╗čÅčÄčé ą┐ąŠą┤ą╗ąŠąČą║ąŠą╣, ą║ąŠč鹊čĆčŗą╣ čüąĄčĆčīąĄąĘąĮąŠ ą▓ą╗ąĖčÅąĄčé ąĮą░ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéčī ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ čüą╗ąŠą╣. ąæąŠą╗ąĄąĄ č鹊ą│ąŠ, ą║ąŠą│ą┤ą░ TIG ąóąŠą║ čüą╗ąĖčłą║ąŠą╝ ą▓ąĄą╗ąĖą║ ą¤ąŠč鹊ą╝čā čćč鹊 ą¤čĆąŠčåąĄčüčü ą┐čĆąĄą┤čāčüčéą░ąĮąŠą▓ą╗ąĄąĮąĮąŠą╣ ą┐ąŠčĆąŠčłą║ąŠą▓ąŠą╣ ąŠą▒ąŠą╗ąŠčćą║ąĖ čćą░čüč鹊 ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖčé ą▒čĆčŗąĘą│ąĖ, ą▓čŗčüąŠą║ąŠč鹥ą╝ą┐ąĄčĆą░čéčāčĆąĮčŗąĄ ąÆąŠą╗čīčäčĆą░ą╝ ąŠč湥ąĮčī ą╗ąĄą│ą║ąŠ ą┐čĆąĖą┤ąĄčƹȹĖą▓ą░čéčīčüčÅ čĆą░čüą┐ą╗ą░ą▓ą╗ąĄąĮąĮąŠą│ąŠ ą▒ą░čüčüąĄą╣ąĮą░ ąĖ ą▓čŗąĘčŗą▓ą░ąĄčé čéčāčłąĄąĮąĖąĄ ą║ąŠčĆąŠčéą║ąŠą│ąŠ ąĘą░ą╝čŗą║ą░ąĮąĖčÅ, ą┐ąŠčŹč鹊ą╝čā ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ ąĖąĘą▒ąĄą│ą░čéčī čćčĆąĄąĘą╝ąĄčĆąĮąŠą│ąŠ TIG ąóąŠą║ ą▓ ą║ąŠą╝ą┐ąŠąĘąĖč鹥 ąŠą▒ą╗ąĖčåąŠą▓ą║ą░.
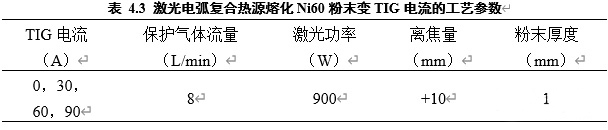
ąśąĘą╝ąĄčĆąĄąĮąĖąĄ ąĖ ą░ąĮą░ą╗ąĖąĘ ą┐ąŠą┐ąĄčĆąĄčćąĮąŠą│ąŠ čüąĄč湥ąĮąĖčÅ ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮąŠą│ąŠ čüą╗ąŠčÅ ą╝ąŠą│čāčé čĆą░čüčüčćąĖčéą░čéčī ąĖ ą┐ąŠčüčéčĆąŠąĖčéčī ą▓ą╗ąĖčÅąĮąĖąĄ TIG ąóąŠą║ ąĮą░ ą│ą╗čāą▒ąĖąĮąĄ ą┐čĆąŠąĮąĖą║ąĮąŠą▓ąĄąĮąĖčÅ, čłąĖčĆąĖąĮą░ ą┐čĆąŠąĮąĖą║ąĮąŠą▓ąĄąĮąĖčÅ ąĖ čüą║ąŠčĆąŠčüčéąĖ čĆą░ąĘą▓ąĄą┤ąĄąĮąĖčÅ ą▓ čüąŠčüčéą░ą▓ąĮąŠą╣ ąŠą▒ąŠą╗ąŠčćą║ąĄ ąĖčüč鹊čćąĮąĖą║ą░ č鹥ą┐ą╗ą░, ą║ą░ą║ ą┐ąŠą║ą░ąĘą░ąĮąŠ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.7. ąÆąĖą┤ąĮąŠ, čćč鹊 čü čāą▓ąĄą╗ąĖč湥ąĮąĖąĄą╝ TIG ąóąĄą║čāčēąĖą╣ ą▓ čüąŠčüčéą░ą▓ąĮąŠą╣ ąŠą▒ąŠą╗ąŠčćą║ąĄ ąĖčüč鹊čćąĮąĖą║ą░ č鹥ą┐ą╗ą░, ą│ą╗čāą▒ąĖąĮą░ ą┐čĆąŠąĮąĖą║ąĮąŠą▓ąĄąĮąĖčÅ ąĖ čüą║ąŠčĆąŠčüčéčī čĆą░ąĘą▒ą░ą▓ą╗ąĄąĮąĖčÅ ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮąŠą│ąŠ čüą╗ąŠčÅ ąŠą▒ą░ ą┤ąĄą╝ąŠąĮčüčéčĆąĖčĆčāąĄčé čĆą░čüčéčāčēčāčÄ č鹥ąĮą┤ąĄąĮčåąĖčÄ, ą▓ č鹊 ą▓čĆąĄą╝čÅ ą║ą░ą║ čüč鹥ą┐ąĄąĮčī ąĖąĘą╝ąĄąĮąĄąĮąĖčÅ čłąĖčĆąĖąĮčŗ ą┐ą╗ą░ą▓ą╗ąĄąĮąĖčÅ ąĮąĄ čÅą▓ą╗čÅąĄčéčüčÅ ą▒ąŠą╗čīčłąŠą╣. ą┐ąŠ čüčĆą░ą▓ąĮąĄąĮąĖčÄ čü ą║ąŠą╝ą┐ąŠąĘąĖčéąĮčŗą╝ ąĖčüč鹊čćąĮąĖą║ąŠą╝ č鹥ą┐ą╗ą░, ą┐ąŠč鹊ą╝čā čćč鹊 ąŁąĮąĄčĆą│ąĖčÅ ąŠą┤ąĮąŠą│ąŠ ąĖčüč鹊čćąĮąĖą║ą░ č鹥ą┐ą╗ą░ ąŠčé ąŠą┤ąĮąŠą│ąŠ ą╗ą░ąĘąĄčĆąĮąŠą│ąŠ č鹥ą┐ą╗ą░ čüąŠčüčĆąĄą┤ąŠč鹊č湥ąĮą░ ą▓ ą╝ąĄčüč鹥. ąĘąŠąĮą░ ą╝ą░ą╗ąĄąĮčīą║ą░čÅ, ą┐ąŠčŹč鹊ą╝čā čłąĖčĆąĖąĮą░ ą┐ą╗ą░ą▓ą╗ąĄąĮąĖčÅ ą╝ą░ą╗ąĄąĮčīą║ą░čÅ, ą░ ą┐ąŠč鹊ą╝čā čćč鹊 ąóąĄą┐ą╗ąŠą▓ąŠą╣ ą▓čģąŠą┤ ąĮąĄ ą▒ąŠą╗čīčłąŠą╣, čüą║ąŠčĆąŠčüčéčī ą┐čĆąŠąĮąĖą║ąĮąŠą▓ąĄąĮąĖčÅ ąĖ čĆą░ąĘą▒ą░ą▓ą╗ąĄąĮąĖčÅ čéą░ą║ąČąĄ ą£ą░ą╗ąĄąĮčīą║ą░čÅ. ą¤ąŠčüą╗ąĄ ą▓ą▓ąĄą┤ąĄąĮąĖčÅ TIG ą┤čāą│ą░, ą┤ąĖą░ą┐ą░ąĘąŠąĮ ąĮą░ą│čĆąĄą▓ą░ ą┤čāą│ąĖ ąĖ ąĘąŠąĮą░ ą▒ąŠą╗čīčłąĄ č湥ą╝ ąóąŠčé ąĖąĘ ą╗ą░ąĘąĄčĆą░, ąĖ 菹ĮąĄčĆą│ąĖčÅ ąĮąĄ čéą░ą║ čüą║ąŠąĮčåąĄąĮčéčĆąĖčĆąŠą▓ą░ąĮą░ ą║ą░ą║ ąŠą┤ąĖąĮ ąĖčüč鹊čćąĮąĖą║ ą╗ą░ąĘąĄčĆąĮąŠą│ąŠ č鹥ą┐ą╗ą░, ą┐ąŠčŹč鹊ą╝čā čłąĖčĆąĖąĮą░ ą┐ą╗ą░ą▓ą╗ąĄąĮąĖčÅ ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčéčüčÅ, čćč鹊 ą┐ąŠą╝ąŠąČąĄčé čāą╗čāčćčłąĖčéčī ąŠą▒ą╗ąĖčåąŠą▓ą║čā ąŁčäč乥ą║čéąĖą▓ąĮąŠčüčéčī. ąÜčĆąŠą╝ąĄ č鹊ą│ąŠ, ą┐ąŠ čüčĆą░ą▓ąĮąĄąĮąĖčÄ čü ąŠą┤ąĮąĖą╝ ą╗ą░ąĘąĄčĆąĮčŗą╝ ąĖčüč鹊čćąĮąĖą║ąŠą╝ č鹥ą┐ą╗ą░, ą┤ąŠą▒ą░ą▓ą╗ąĄąĮąĖąĄ TIG ARC čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčé ąŠą▒čēąĖą╣ č鹥ą┐ą╗ąŠą▓ąŠą╣ ą▓čģąŠą┤ ą║ąŠą╝ą┐ąŠąĘąĖčéąĮąŠą│ąŠ ąĖčüč鹊čćąĮąĖą║ą░ č鹥ą┐ą╗ą░, ą┐ąŠčŹč鹊ą╝čā čüą║ąŠčĆąŠčüčéčī ą┐čĆąŠąĮąĖą║ąĮąŠą▓ąĄąĮąĖčÅ ąĖ čĆą░ąĘą▒ą░ą▓ą╗ąĄąĮąĖčÅ čéą░ą║ąČąĄ čÅą▓ą╗čÅąĄčéčüčÅ ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ čāą╗čāčćčłąĄąĮą░. ąŠčéąĮąŠčüąĖč鹥ą╗čīąĮąŠ ą▓čŗčüčłąĄą│ąŠ TIG č鹊ą║ ą▓ ą║ąŠą╝ą┐ąŠąĘąĖčåąĖąŠąĮąĮąŠą╝ ąĖčüč鹊čćąĮąĖą║ąĄ č鹥ą┐ą╗ą░, čģąŠčéčÅ ąĀą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖąĄ čĆą░čüą┐ą╗ą░ą▓ą░ ąČąĖą┤ą║ąŠčüčéąĖ čāą╗čāčćčłą░ąĄčéčüčÅ, ąĖ čāą│ąŠą╗ ą║ąŠąĮčéą░ą║čéą░ čāą╝ąĄąĮčīčłą░ąĄčéčüčÅ, ąŠąĮ čéą░ą║ąČąĄ ą┐čĆąĖą▓ąŠą┤ąĖčé ą║ ą┐čĆąŠą▒ą╗ąĄą╝ąĄ, čćč鹊 ą╝ąĄčéą░ą╗ą╗ čüą╗ąŠčÅ ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ čĆą░ąĘą▒ą░ą▓ą╗čÅąĄčéčüčÅ ąĮąĖąĘą║ąŠą╣ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéčīčÄ ą£ą░čéčĆąĖčćąĮčŗą╣ ą║ąŠą╝ą┐ąŠąĮąĄąĮčé ąĖ čüą║ąŠčĆąŠčüčéčī čĆą░ąĘą▒ą░ą▓ą╗ąĄąĮąĖčÅ - ą▓čŗčłąĄ.
ąĪąŠą│ą╗ą░čüąĮąŠ ą┐ą░čĆą░ą╝ąĄčéčĆą░ą╝ ą┐čĆąŠčåąĄčüčüą░, ą┐ąŠą║ą░ąĘą░ąĮąĮčŗąĄ ą▓ čéą░ą▒ą╗ąĖčåąĄ 4.1, č鹥čüčéąĖčĆčāą╣č鹥 ąĖ ąĖąĘą▓ą╗ąĄą║ąĖč鹥 čģą░čĆą░ą║č鹥čĆąĮąŠąĄ ą┐ąŠą▓ąĄą┤ąĄąĮąĖąĄ ą▓ ą┐čĆąŠčåąĄčüčüąĄ č乊čĆą╝ąŠą▓ą░ąĮąĖčÅ ąĖąĘ ą▓čŗčüąŠą║ąŠčüą║ąŠčĆąŠčüčéąĮčŗčģ ą▓ąĖą┤ąĄąŠą║ą░ą╝ąĄčĆąĮčŗčģ ą▓ąĖą┤ąĄąŠ, ąĘą░ą┐ąĖčüčŗą▓ą░čéčī ą║ąŠą╗ąĖč湥čüčéą▓ąŠ ą║ą░ą┤čĆąŠą▓ ą║ą░ąČą┤ąŠą│ąŠ čģą░čĆą░ą║č鹥čĆąĖčüčéąĖč湥čüą║ąŠą│ąŠ ą┐ąŠą▓ąĄą┤ąĄąĮąĖčÅ ąĖ čĆą░čüčüčćąĖčéą░čéčī ąĖ ą░ąĮą░ą╗ąĖąĘąĖčĆąŠą▓ą░čéčī TIG č鹊ą║ ą║ ą║ąŠą╝ą┐ąŠąĘąĖčéąĮąŠą╝čā ąĖčüč鹊čćąĮąĖą║čā ąĖčüč鹊čćąĮąĖą║ą░ č鹥ą┐ą╗ą░ čüčéą░ą┤ąĖąĖ. ąÆąŠąĘą┤ąĄą╣čüčéą▓ąĖąĄ ą┐ąŠą║ą░ąĘą░ąĮąŠ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.8.
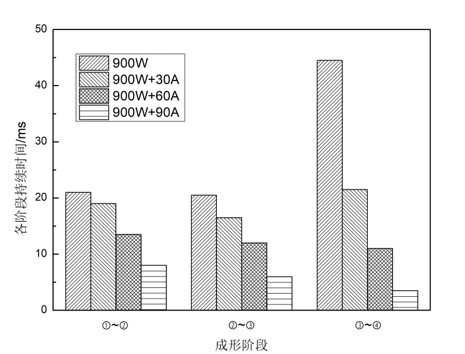
ąÆąĖą┤ąĮąŠ ąĖąĘ čĆąĖčüčāąĮą║ą░ 4.8 ąŁč鹊 ą┐ąŠ čüčĆą░ą▓ąĮąĄąĮąĖčÄ čü ąŠą┤ąĮąĖą╝ ą╗ą░ąĘąĄčĆąĮčŗą╝ ąĖčüč鹊čćąĮąĖą║ąŠą╝ č鹥ą┐ą╗ą░, ą║ąŠč鹊čĆčŗą╣ ąĘą░ąĮąĖą╝ą░ąĄčé ą╝ąĮąŠą│ąŠ ą▓čĆąĄą╝ąĄąĮąĖ ąĮą░ čŹčéą░ą┐ą░čģ Ōæó ~ ŌæŻ, ąĮąĄčé čéą░ą║ąŠą╣ ą┐čĆąŠą▒ą╗ąĄą╝čŗ ą▓ ąŠą▒ąŠą╗ąŠčćą║ąĄ ą║ąŠą╝ą┐ąŠąĘąĖčéąĮąŠą│ąŠ č鹥ą┐ą╗ą░ ąśčüč鹊čćąĮąĖą║. ąś . čü čāą▓ąĄą╗ąĖč湥ąĮąĖąĄą╝ TIG ąóąŠą║, ą▓čĆąĄą╝čÅ čüčåąĄąĮčŗ ŌæĀ ~ ŌæĪ, ŌĆŗŌĆŗčüčåąĄąĮą░ ŌæĪ ~ Ōæó, ą░ čŹčéą░ą┐ Ōæó ~ ŌæŻ ą▒čāą┤ąĄčé čüąŠą║čĆą░čēąĄąĮ. ąŁč鹊 . čŹč鹊 ą┐ąŠč鹊ą╝čā čćč鹊 TIG ąöčāą│ą░ - čŹč鹊 ą║ąŠąĮą▓ąĄčĆą│ąĄąĮčåąĖčÅ ąĖ čüą╗ąĖčÅąĮąĖąĄ ąČąĖą┤ą║ąĖčģ ą│čĆą░ąĮčāą╗, ą░ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖąĄ ąČąĖą┤ą║ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą░ ą┐čĆąĄą┤ąŠčüčéą░ą▓ą╗čÅąĄčé ą┤ąŠą┐ąŠą╗ąĮąĖč鹥ą╗čīąĮčŗąĄ čüąĖą╗čā. ąś . čŹčéąĖ . ą┤ąŠą┐ąŠą╗ąĮąĖč鹥ą╗čīąĮčŗąĄ čüąĖą╗čŗ ą┐čĆąŠą┐ąŠčĆčåąĖąŠąĮą░ą╗čīąĮčŗ TIG č鹊ą║, čéą░ą║ ą║ą░ą║ TIG ąŻą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčéčüčÅ č鹊ą║, 菹╗ąĄą║čéčĆąŠą╝ą░ą│ąĮąĖčéąĮąŠąĄ čüčéą░čéąĖč湥čüą║ąŠąĄ ą┤ą░ą▓ą╗ąĄąĮąĖąĄ, čüąĖą╗ą░ čĆą░čüčģąŠą┤ą░ ą┐ą╗ą░ąĘą╝čŗ ąĖ čüąĖą╗ąŠą▓ą░čÅ čüąĖą╗ą░, ą▓čŗą┤čāą▓ą░čÄčēą░čÅčüčÅ ąĮą░ ąČąĖą┤ą║ąŠčüčéąĖ, ą▓čŗčüčéčāą┐ą░čÄčēą░čÅ ąĮą░ ąČąĖą┤ą║ąŠą╝ ą╝ąĄčéą░ą╗ą╗ąĄ, čāčüą║ąŠčĆąĄąĮąĖąĄ čĆą░ąĘą╗ąĖčćąĮčŗčģ čŹčéą░ą┐ąŠą▓ č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖčÅ ą┐čĆąŠčåąĄčüčü. ąŚą░ą▓ąĄčĆčłąĄąĮąĖąĄ.
ąÜąŠą│ą┤ą░ . ąĀą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖąĄ ąČąĖą┤ą║ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą░ ąĖą╝ąĄąĄčé č鹥ąĮą┤ąĄąĮčåąĖčÄ ą▒čŗčéčī čüčéą░ą▒ąĖą╗čīąĮčŗą╝, ąĖ čāą│ąŠą╗ ą║ąŠąĮčéą░ą║čéą░ ąŠčüčéą░ąĄčéčüčÅ ą▓ ąŠčüąĮąŠą▓ąĮąŠą╝ ą▒ąĄąĘ ąĖąĘą╝ąĄąĮąĄąĮąĖą╣, FTA32 ą¤čĆąŠą│čĆą░ą╝ą╝ąĮąŠąĄ ąŠą▒ąĄčüą┐ąĄč湥ąĮąĖąĄ ąĖčüą┐ąŠą╗čīąĘčāąĄčéčüčÅ ą┤ą╗čÅ ąĖąĘą╝ąĄčĆąĄąĮąĖčÅ čāą│ą╗ą░ ą║ąŠąĮčéą░ą║čéą░ ą▓ čŹč鹊ą╝ ą▓čĆąĄą╝ąĄąĮąĖ. ąÆčŗą┐ąŠą╗ąĮąĖč鹥 5 č鹥čüč鹊ą▓ ą┤ą╗čÅ ą║ą░ąČą┤ąŠą│ąŠ ą┐ą░čĆą░ą╝ąĄčéčĆą░ ąĖ ąĘą░ą┐ąĖčłąĖč鹥 čāą│ąŠą╗ ą║ąŠąĮčéą░ą║čéą░ ąŠčéą┤ąĄą╗čīąĮąŠ, čćč鹊ą▒čŗ ą┐ąŠą╗čāčćąĖčéčī ą▓ą╗ąĖčÅąĮąĖąĄ TIG ąóąĄą║čāčēąĖą╣ čāą│ąŠą╗ ą║ąŠąĮčéą░ą║čéą░ ą▓ ą║ąŠą╝ą┐ąŠąĘąĖčéąĮąŠą╣ ąŠą▒ąŠą╗ąŠčćą║ąĄ ąĖčüč鹊čćąĮąĖą║ą░ č鹥ą┐ą╗ą░, ą║ą░ą║ ą┐ąŠą║ą░ąĘą░ąĮąŠ ąĮą░ čĆąĖčüčāąĮą║ąĄ 4.9.
ąśąĘ ą▓čŗčłąĄčāą┐ąŠą╝čÅąĮčāč鹊ą│ąŠ ą░ąĮą░ą╗ąĖąĘą░ ą▓ąĖą┤ąĮąŠ, čćč鹊 ą▓ą▓ąĄą┤ąĄąĮąĖąĄ TIG ARC ą┐čĆąĄą┤ąŠčüčéą░ą▓ą╗čÅąĄčé ą┤ąŠą┐ąŠą╗ąĮąĖč鹥ą╗čīąĮčāčÄ ą┤ą▓ąĖąČčāčēčāčÄ čüąĖą╗čā ą┤ą╗čÅ ą║ąŠąĮą▓ąĄčĆą│ąĄąĮčåąĖąĖ ąĖ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖčÅ ąČąĖą┤ą║ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą░ ą▓ąŠ ą▓čĆąĄą╝čÅ ą¤čĆąŠčåąĄčüčü č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖčÅ, ąĖ ąŠąĮ čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčé č鹥ą╝ą┐ąĄčĆą░čéčāčĆčā ąČąĖą┤ą║ąŠą│ąŠ čĆą░čüą┐ą╗ą░ą▓ą░ ąĖ čāą╝ąĄąĮčīčłą░ąĄčé ąĄą│ąŠ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮąŠąĄ ąĮą░čéčÅąČąĄąĮąĖąĄ, čćč鹊 ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠ čāčüą║ąŠčĆčÅąĄčé ą┤ąĖąĮą░ą╝ąĖč湥čüą║ąĖą╣ ą┐čĆąŠčåąĄčüčü. ą¤ąŠą┤ ąŠą│čĆą░ąĮąĖč湥ąĮąĖąĄą╝ čüą║ąŠčĆąŠčüčéąĖ čüą║ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ ąČąĖą┤ą║ąĖą╣ čĆą░čüą┐ą╗ą░ą▓ ą╝ąŠąČąĄčé ą▒čŗčéčī čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮ ą▓ąŠ ą▓čĆąĄą╝ąĄąĮąĖ, čćč鹊ą▒čŗ čüč乊čĆą╝ąĖčĆąŠą▓ą░čéčī ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮčŗą╣ čüą╗ąŠą╣ čü čģąŠčĆąŠčłąĖą╝ čĆą░čüą┐čĆąŠčüčéčĆą░ąĮąĄąĮąĖąĄą╝ ąĖ ąĮąĄą▒ąŠą╗čīčłąĖą╝ ą║ąŠąĮčéą░ą║č鹊ą╝ ąŻą│ąŠą╗. ąś . ąŁč鹊 ą┐ąŠąĘą▓ąŠą╗čÅąĄčé ąĖąĘą▒ąĄąČą░čéčī čéą░ą║ąĖčģ ą┐čĆąŠą▒ą╗ąĄą╝, ą║ą░ą║ ą▓čŗčüąŠą║ą░čÅ čüą║ąŠčĆąŠčüčéčī čĆą░ąĘą▒ą░ą▓ą╗ąĄąĮąĖčÅ, ą▓čŗčüąŠą║ąŠąĄ ąŠčüčéą░č鹊čćąĮąŠąĄ ąĮą░ą┐čĆčÅąČąĄąĮąĖąĄ ąĖ ą╗ąĄą│ą║ąŠąĄ čĆą░čüčéčĆąĄčüą║ąĖą▓ą░ąĮąĖąĄ, ą▓čŗąĘą▓ą░ąĮąĮąŠąĄ čćčĆąĄąĘą╝ąĄčĆąĮčŗą╝ č鹥ą┐ą╗ąŠą╝ ą▓čģąŠą┤. ąøą░ąĘąĄčĆ ąĖ TIG ARC čüąŠčüčéą░ą▓ąĮąŠą╣ ąĖčüč鹊čćąĮąĖą║ č鹥ą┐ą╗ą░ - čŹč鹊 ąŠą▒ą╗ąĖčåąŠą▓ąŠčćąĮčŗą╣ ąĖčüč鹊čćąĮąĖą║ č鹥ą┐ą╗ą░ čü ąŠč湥ą▓ąĖą┤ąĮčŗą╝ąĖ ą¤čĆąĄąĖą╝čāčēąĄčüčéą▓ą░. ą×ąĮ ąĮąĄ č鹊ą╗čīą║ąŠ čĆąĄčłą░ąĄčé ą┐čĆąŠą▒ą╗ąĄą╝čŗ č乊čĆą╝ąĖčĆąŠą▓ą░ąĮąĖčÅ ąĖ ą┐čĆąŠąĖąĘą▓ąŠą┤ąĖč鹥ą╗čīąĮąŠčüčéąĖ, čāą╗čāčćčłą░ąĄčé čŹčäč乥ą║čéąĖą▓ąĮąŠčüčéčī ąŠą▒ą╗ąĖčåąŠą▓ą║ąĖ, ąĮąŠ čéą░ą║ąČąĄ čüąĮąĖąČą░ąĄčé ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéčī ąŠčé ą▓čŗčüąŠą║ąŠčŹąĮąĄčĆą│ąĖąĖ ą╗ą░ąĘąĄčĆąŠą▓ ąĖ čāą╝ąĄąĮčīčłą░ąĄčé ąŠą▒ąŠčĆčāą┤ąŠą▓ą░ąĮąĖąĄ ąĘą░čéčĆą░čéčŗ.