




Есть какие-либо вопросы?
Связаться-
Тел : +86 18355532477
-
Whatsapp : +8618355532477
-
Электронное письмо : 247137166@qq.com
-
Skype : 247137166@qq.com
- контакт



Есть какие-либо вопросы?
СвязатьсяТел : +86 18355532477
Whatsapp : +8618355532477
Электронное письмо : 247137166@qq.com
Skype : 247137166@qq.com

Лазерная оболочка свободная форма Поверхности Lasercladdingtech.com .
May 08 , 2021Аннотация:
Лазерная облицовка технологиииспользует высокоэнергетические лазерные лучи для расплава металлических материалов и металлургически Сочетает с базовым материалом для формирования облицовочного слоя с коррозионной стойкостью, износостойкостью, высокой твердостью и превосходными механическими свойствами, которые могут восстановить поврежденные поверхности деталей и продлевать срок службы части. используется для укрепления поверхности части.
Для . Однородные поперечные детали, путь сканирования облицовки, как правило, генерируется параллельным нарезкой Метод; Однако для лазерной оболочки свободная форма поверхности в пространстве, из-за неразвивающиеся Характеристики и градиентные изменения трехмерной поверхности, метод параллельного нарезка приведет к тому, что разрыв между каналами облицовочных канунков - отличается. Ждать. Неровная плотность канала расплава приведет к тому, что облицовочный слой для выпуклости или провисания, а толщина неровная, что серьезно влияет на качество поверхности Облицовка.
Анализ:
В ответ на вышеуказанные проблемы, Уила . Техникии исследовательская команда Совет Университет предложил алгоритм планирования облицовки равных скоростей круга на основе пункта Облако. Гладкий и однородный канал Fusion был получен на Free-Form поверхность, и оболочка насадка была обеспечена во время обработка. Это всегда перпендикулярно обработанной поверхности, достижение единой лазерной оболочки свободная форма поверхности.
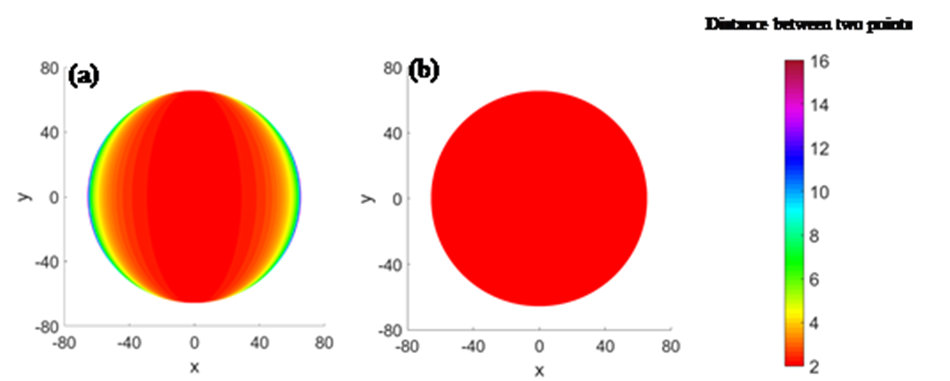
Для проверки рациональности алгоритма Wila Усилить полусферическую головку лазером Облицовка. Принимая центр полушария как происхождение, выберите два очка P1 и P2 на соседнем расплаве канал. Рисунок 1 (а) показывает расстояние между двумя точками P1 и P2 после использования метода эквидистанта нарезки вдоль X направления; Рисунок 1 (b) Показывает расстояние между двумя точками после использования алгоритма в этой статье. видно из рисунка, которая когда Метод эквидистантного нарезка используется для облицовки, расстояние между соседними плавлениями вполне отличается; И после использования алгоритма в этой статье расстояние между соседними плавильными каналами - равный.
Во время . Процесс облицовки, обычный вектор каждой точки обработки рассчитывается, и осанка робота меняется, чтобы сохранить оболочку насадки, всегда перпендикулярно обработке поверхности. Процесс облицовки и поверхность облицовочного слоя показаны на рисунке 2.

Рисунок 2 Процесс лазерной облицовки и физическая диаграмма облицовочного слоя
Выберите 100 различных позиций для измерения толщины слоя облицовки, как показано на рисунке 3. Средняя толщина облицовки 0,434 мм, а стандартное отклонение - 0,032 мм. Волнитация облицовочного слоя мала, общая толщина облицовки слоя облицовки является однородной, не существует очевидных дефектов, таких как неровности или депрессии между треками, а внешний вид поверхности - это хорошо.
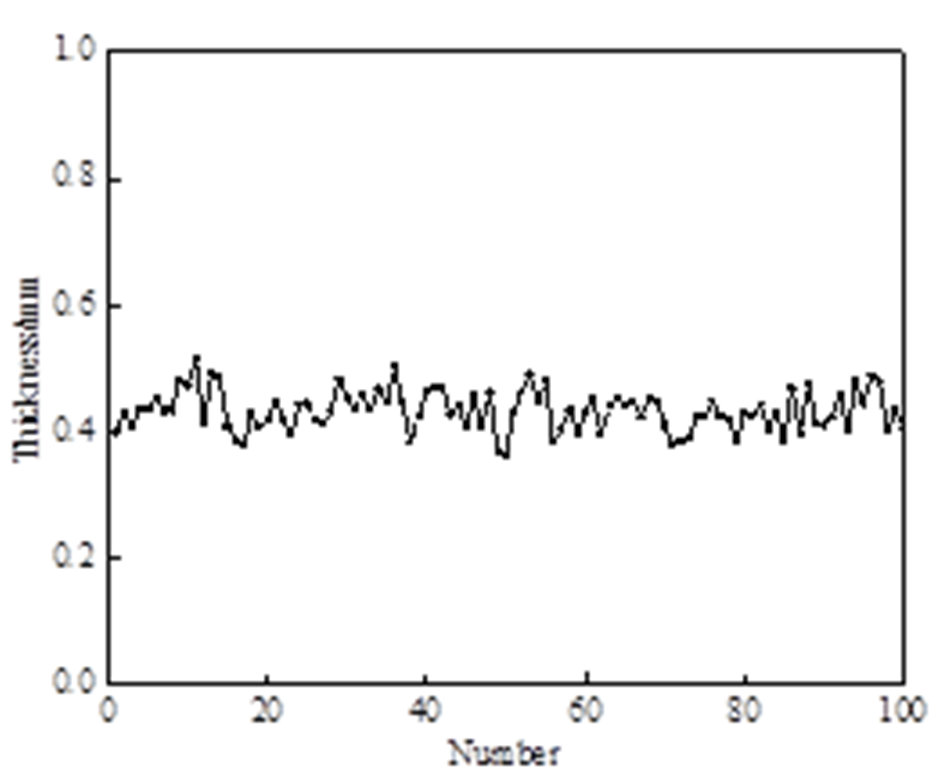
Рисунок 3 Толщина облицовочного слоя
Расстояние между каналами облицовки показана на рисунке 4. Расстояние между каналами колеблется между (1.6 ± 0,2) ММ и диапазон невелики, указывая на то, что этот метод может обеспечить равное расстояние между каналами, что означает, что расстояние канала - Платка Ставка.
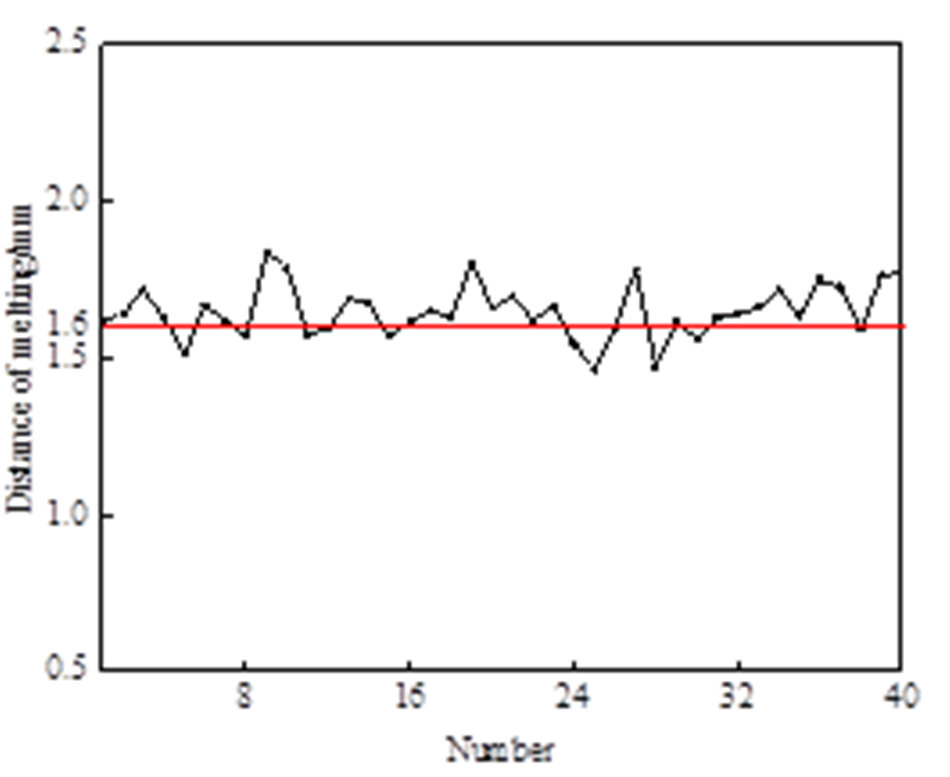
Рисунок 4 расстояние между соседними каналами расплава
Заключение:
Экспериментальные данные показывают, что метод радости планирования траектории в сочетании с регулировкой осанки облицовочной форсунки может достичь равномерной лазерной оболочки Free-Form Поверхности и могут быть использованы для завершения укрепления лазерной оболочки различных пространственных изогнутых деталей.
Нажмите здесь, чтобы оставить сообщение





